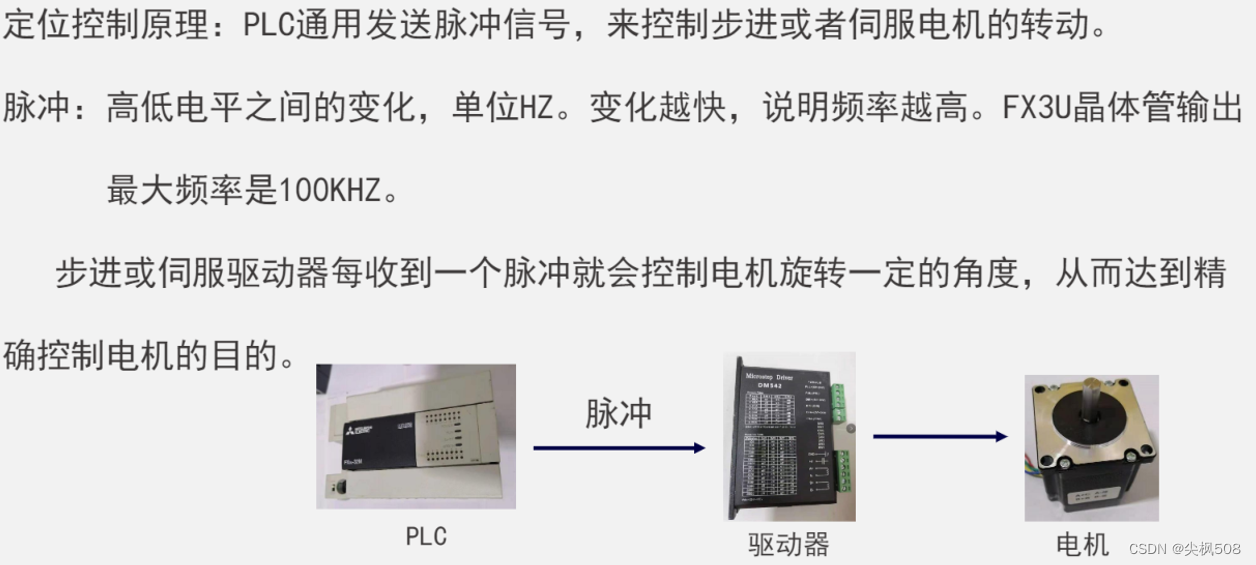
工作:三菱PLC程序开发流程总结
工作:三菱PLC程序开发流程总结
一、程序流程图
程序流程图是逻辑思维与动作流程的检查图,是保证逻辑思维合理的前提,写代码丢失方向可从程序流程图重新整理,程序流程图非常重要。
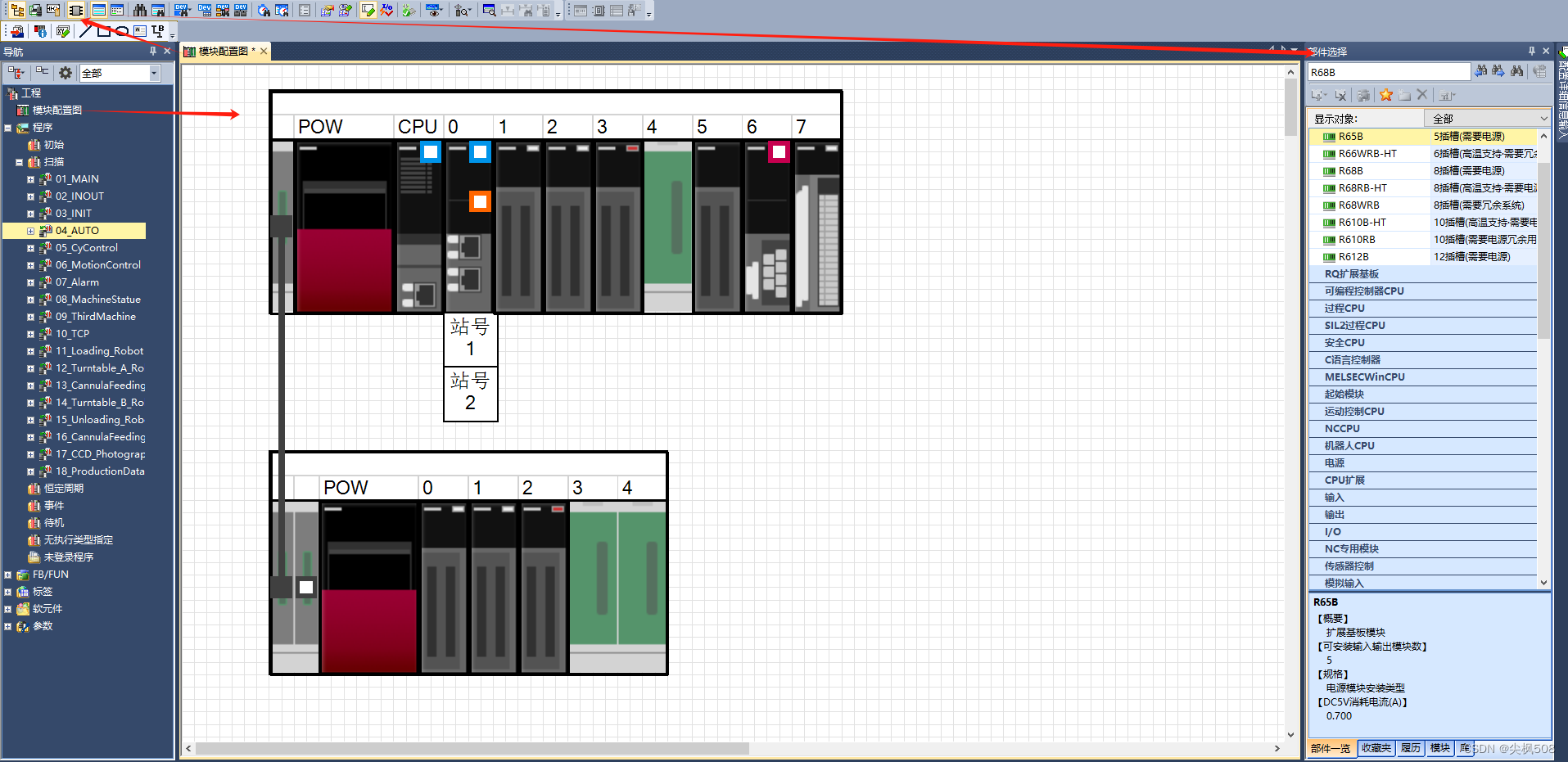
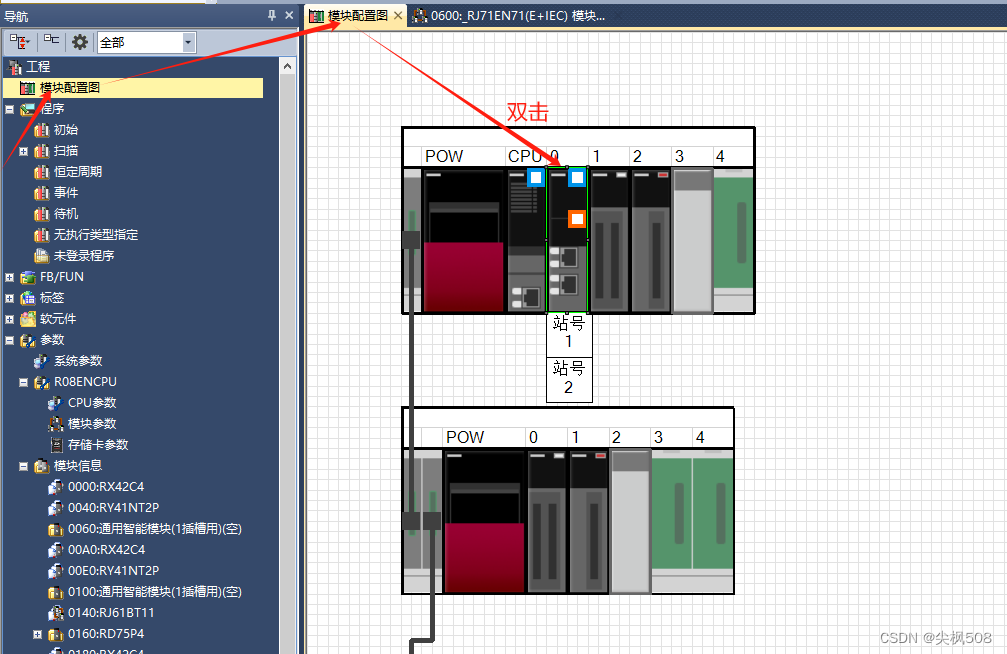
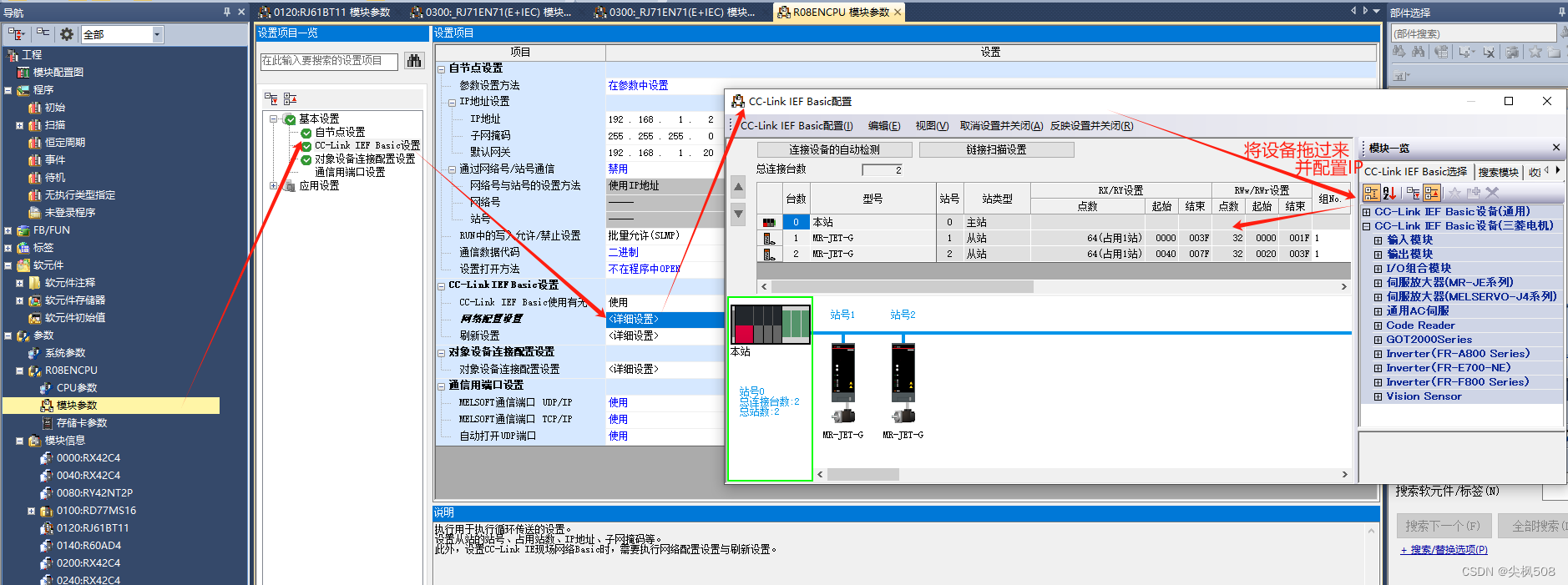
二、组态配置
组态配置是将所用到的基板和模块等部件型号拖进来。
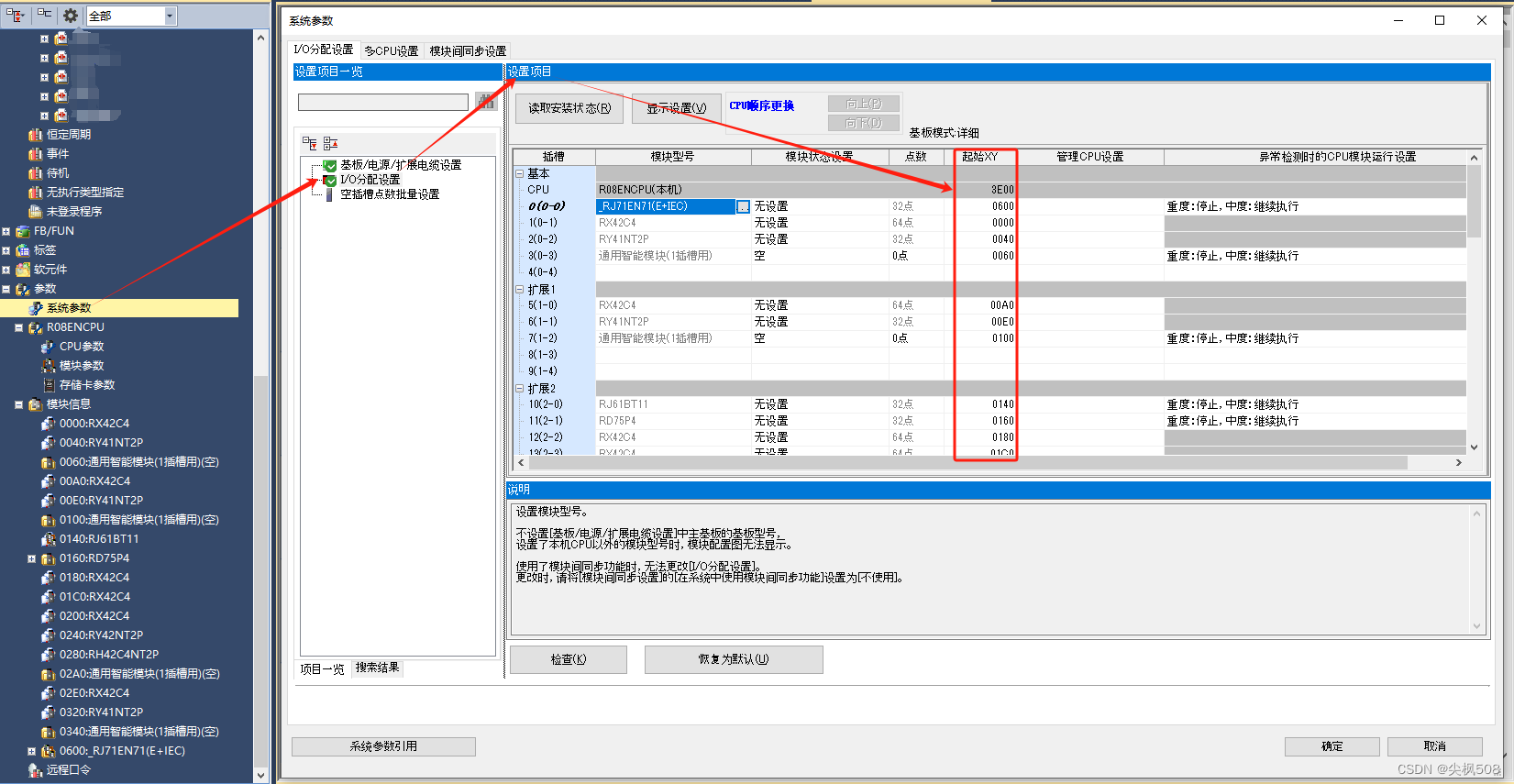
三、模块IO号起终设定
或者
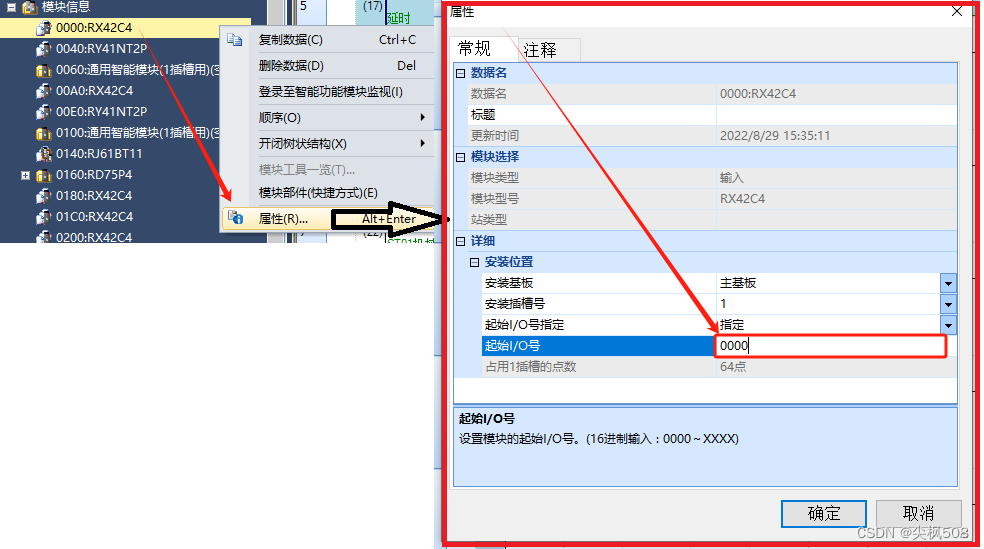
注意每个模块所用点数,不能出现模块IO号有冲突。
四、硬件IO分配与软元件分配
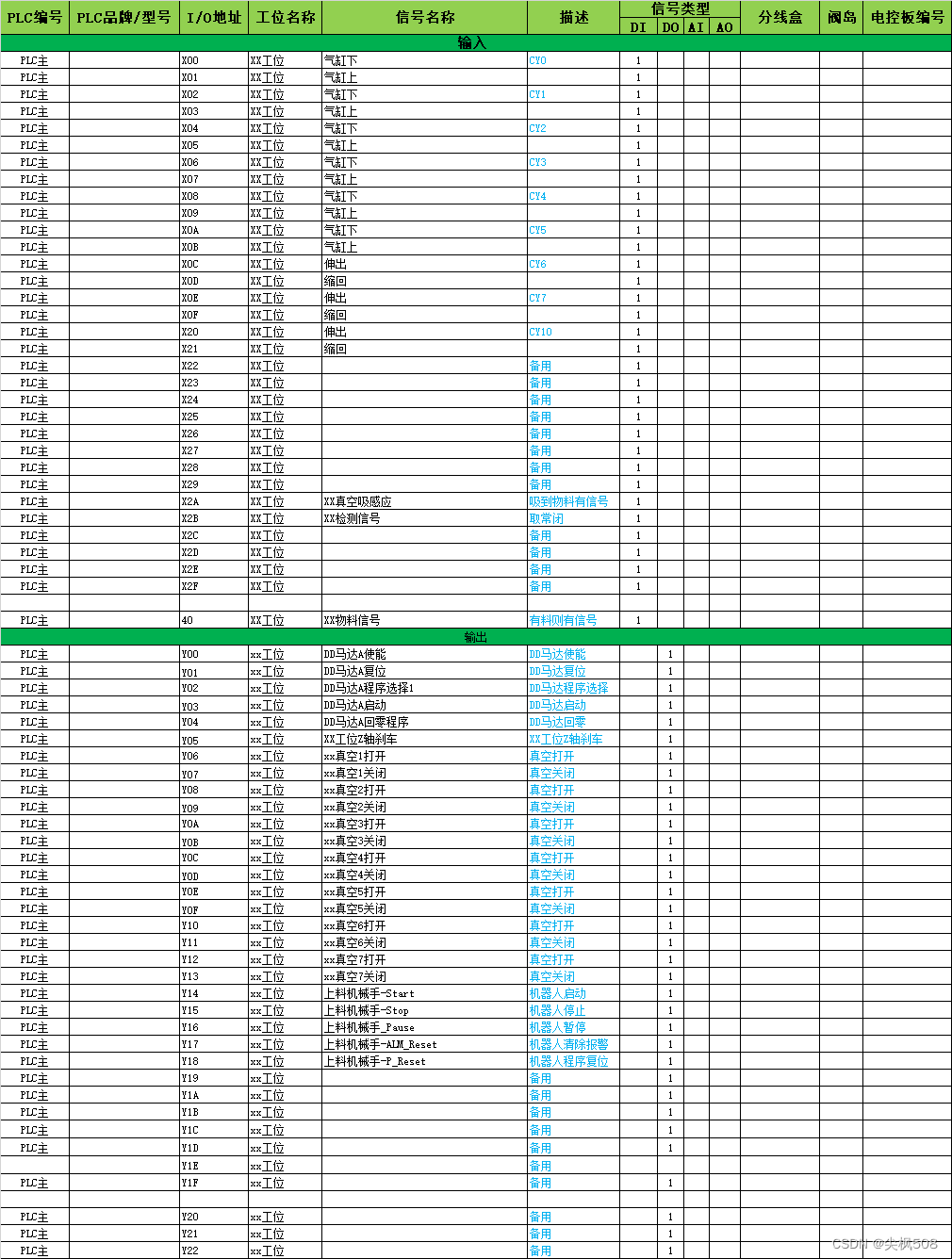
(一)硬件IO分配
硬件IO数量在前期选型时要比实际开发所用IO数量多加20%-30%,用以后期增加功能使用。硬件IO分配即将IO合理分配使用,将对应的工位分配适量IO使用,需要将对应工位的硬件输入输出分配标注,并形成一个IO表,一般设计前就要知道IO具体所用之处。
(二) 软元件分配
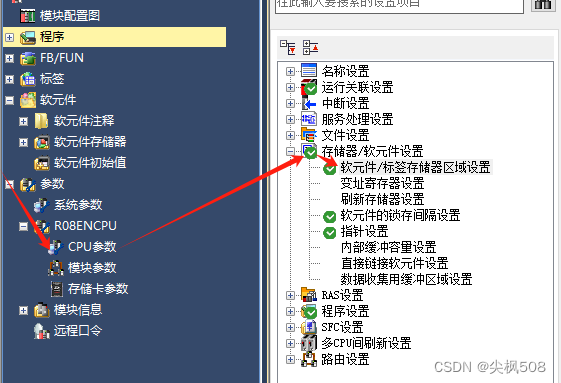
估算整机要用到多少数量的软元件/数据地址/继电器(M/B/L/D…),当不足时在软件里将其分配出来使用。
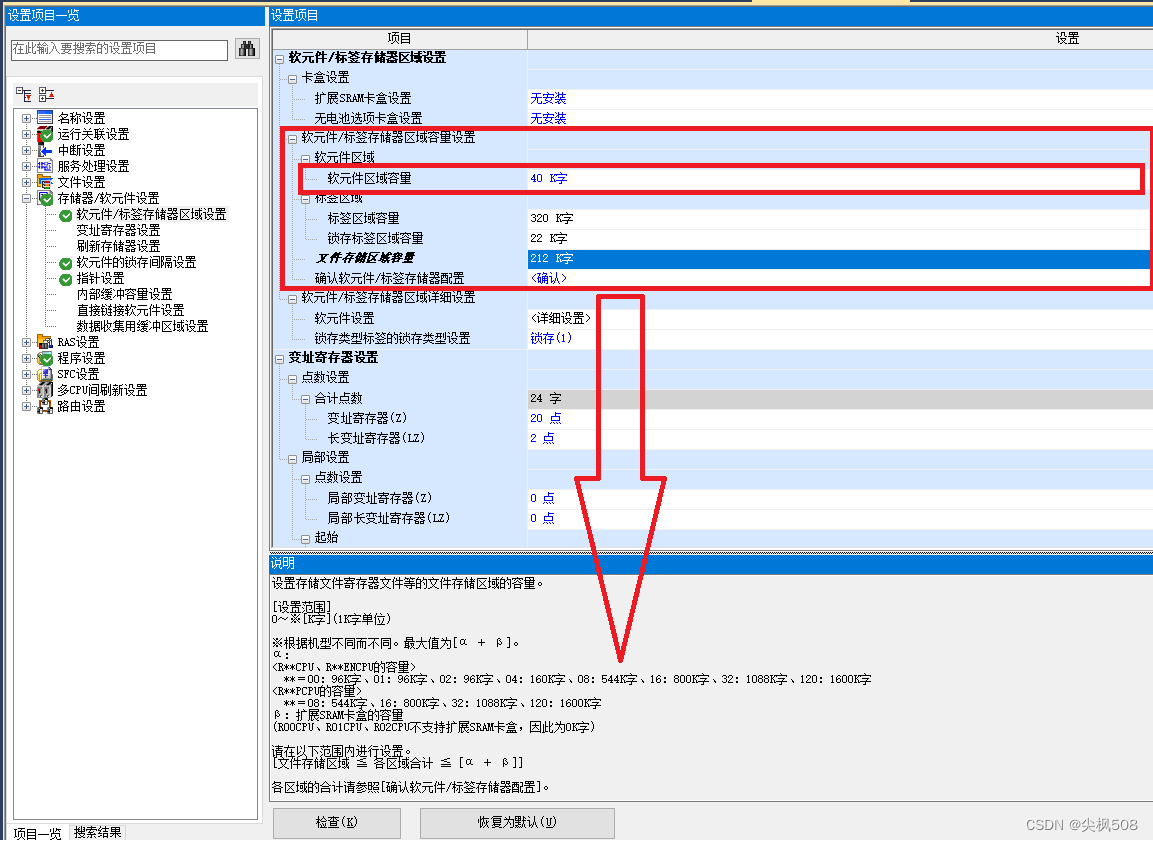
如果默认分配给软元件区域容量实在不够用时,可以将文件存储区域容量减少,增加软元件区域容量,如文件存储区域域减少20K,给软元件区域容量增加20K,相加不超过其总量544K即可,像R08CPU的大型PLC不会有软元件不够用的情况。
1. 气缸软元件分配
(1)链接继电器B、链接字W分配
给每个CC-LINK阀岛使用的映射字、映射继电器,总量分配方法:工作:三菱PLC之CC-LINK通讯知识及应用第二章第3节
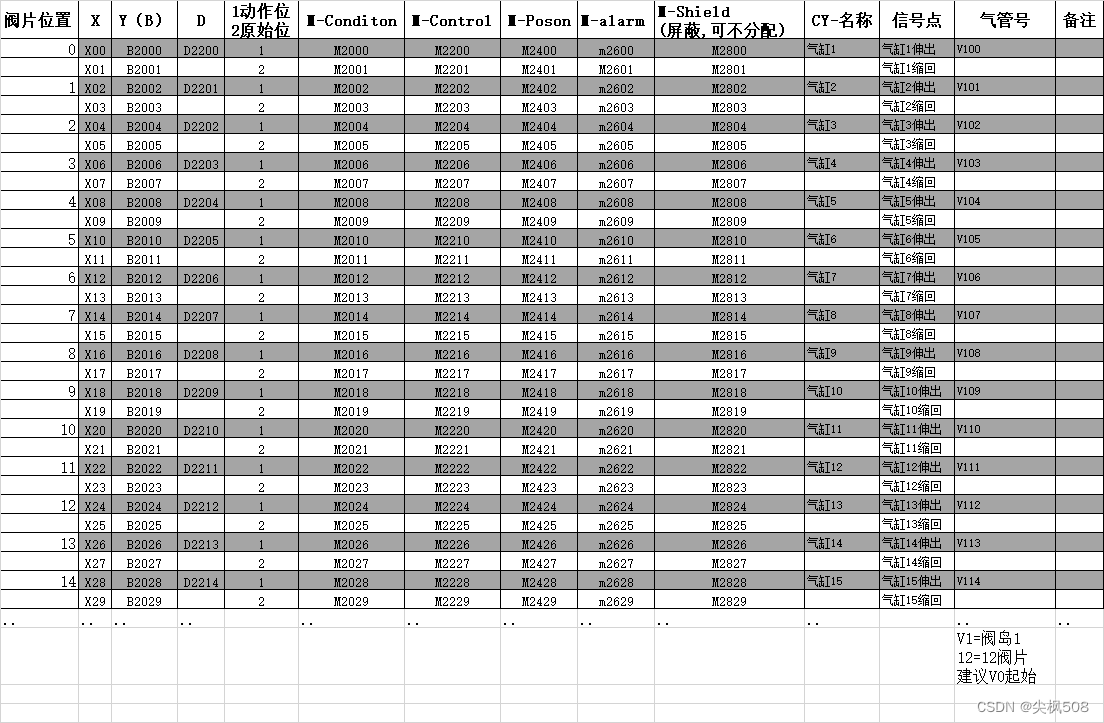
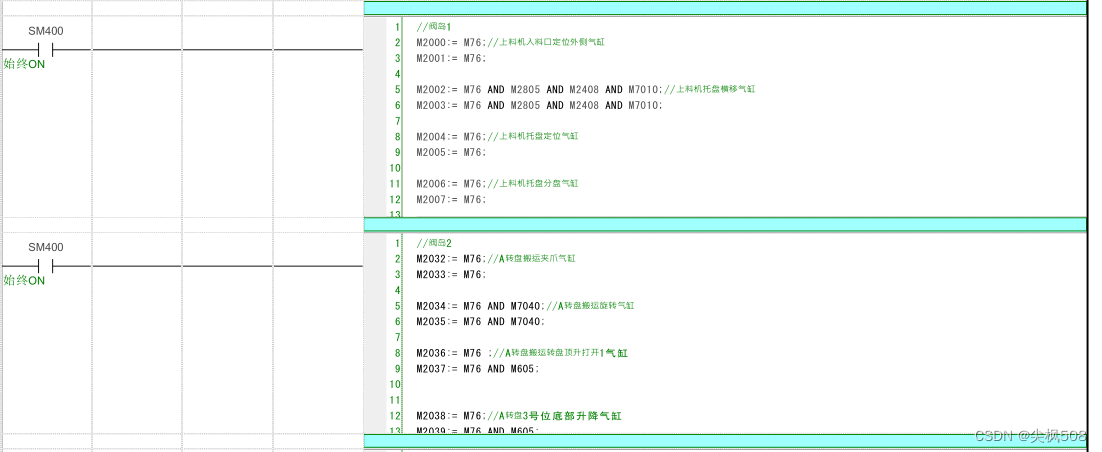
(2)中间继电器M、寄存器D、链接继电器B使用
根据机器总共有多少气缸,分配对应中间继电器与寄存器数量,并标注对应气缸名,方便程序实例化创建气缸功能,如下可以实例创建100个气缸(双控电磁阀)
2. 电机软元件分配
JEC和JEB功能块可共用,当二者伺服混合用时不必分开功能块
(1)链接继电器B、链接字W分配
给每个伺服使用的映射字、映射继电器,总量分配细节:工作:三菱PLC与伺服之CC-Link IE Field Network通讯应用第二章第1节第(3)点
(2)中间继电器M
每个伺服占用50个连续M点,总使用量为总伺服数N乘50,即Nx50个连续M点(下表的M8000-M8049)
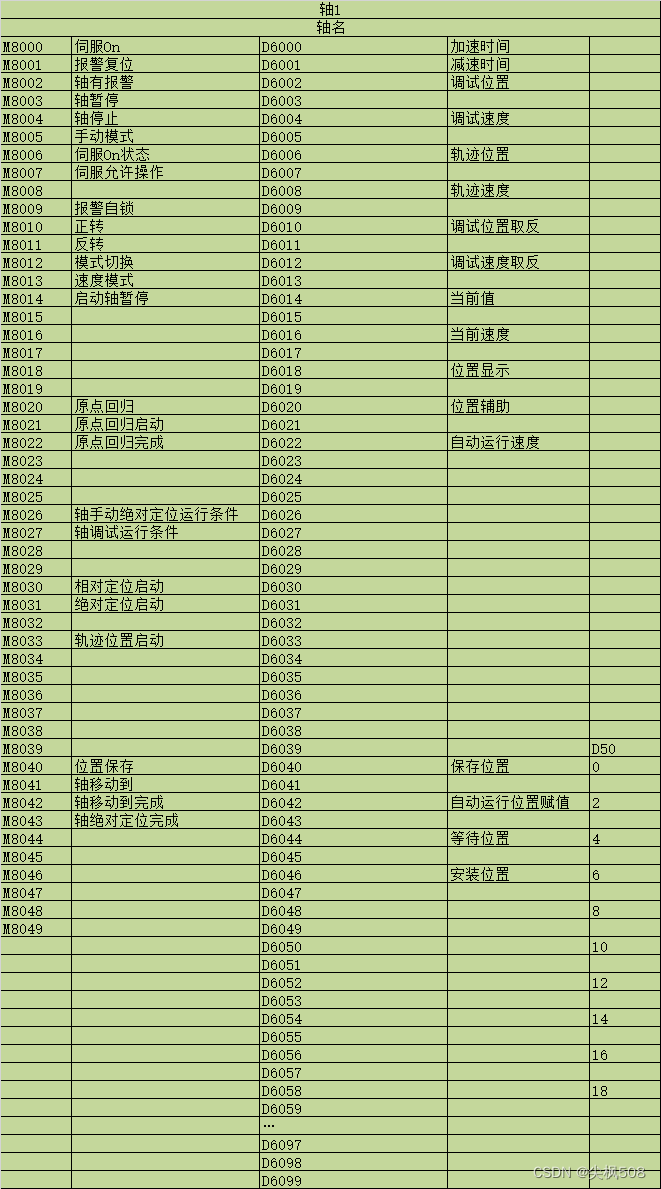
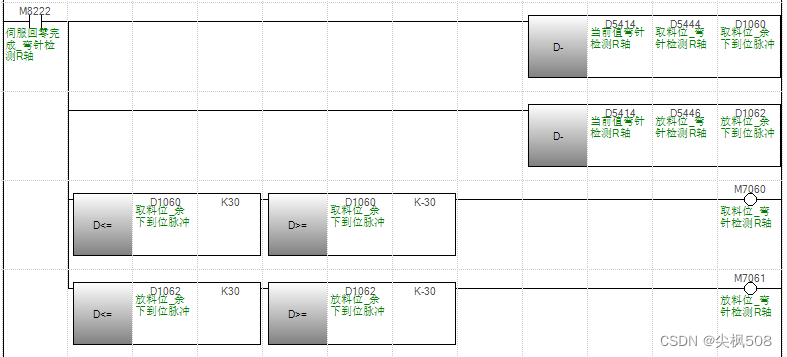
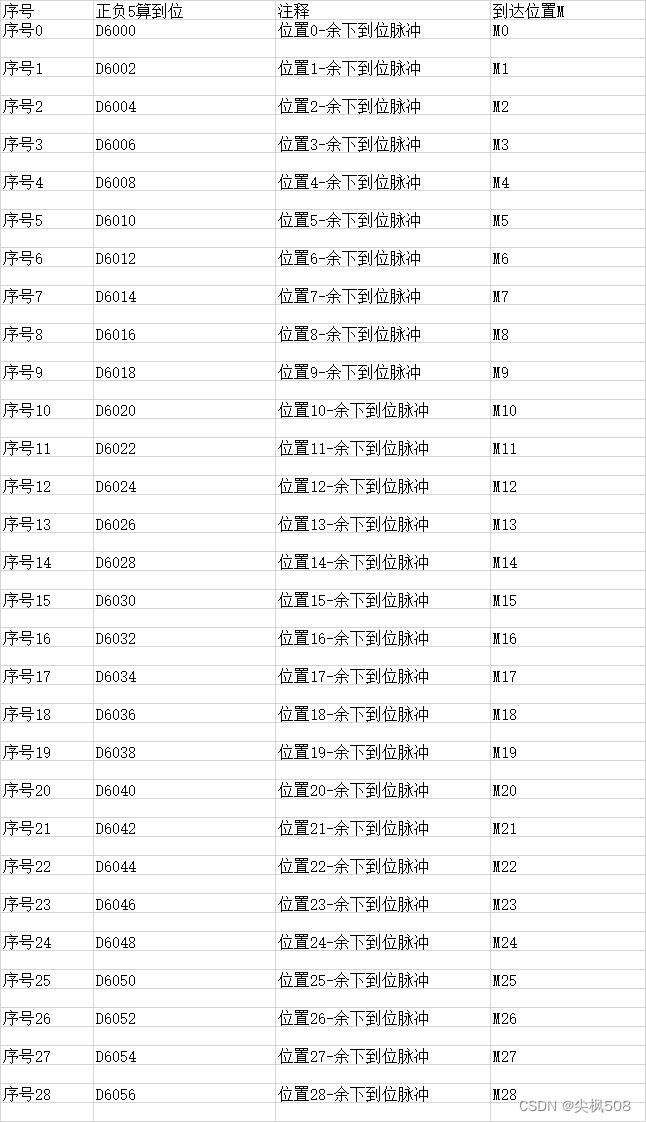
(3)数据寄存器D
下表的D6000-D6099和D50
- 每个伺服占用100个连续寄存器(00-99),寄存器总使用量为总伺服数N乘100,即Nx100个连续D:
0-39个:可单、双字为一数据,此段为轴控数据;
40-99:双字为一数据,此段为轴坐标数据,其中40保存位、42作辅助位,44为等待位(原始位、安全位),总共28个位置可以保存; - D50是这个轴的伺服位置选择地址。
另外,程序需要判断当前到达了哪个位置,在程序上防止调试人员人为移动轴位置防止撞机
3. 工位软元件分配
(1)工位必分M/L
M
主控与按钮
- 主控M点
- 工位老化
- 启动
- 暂停
- 复位
- 初始化
状态 - 工位初始化中
- 工位初始化完成标记
- 工位初始状态(实时状态)
- 工位完成M点
- 工位急停按下报警M(HMI报警提示)
- 工位其他详细报警(不连续)
- 一段报警汇总M点(连续的,首段气缸,第二段电机,第三段电缸,第四段机器人,第五段其他报警)
L - 工位屏蔽L
- 工位物料屏蔽L
(2)工位视情况分配M/L
M
- 工位自锁:多工位配合的工位,如转盘,环轨,则每个小工位上要有自锁M点。
- 工位动作条件:如气缸、电机在满足位置方可动作。
- 工位可放料、可取料、可拍照等:工位间交互条件,可能要多个M点
- 相机结果M点(与寄存器D可能二选一)
- 机器人控制M点
(3)工位必分寄存器
- 工位流程步号D
- 工位物料状态D
(4)工位视情况分配寄存器
- 相机结果D
- 机器人控制D
(5)整机全局使用M/L
M
- 开机延时M(三联件气压上升、电脑自动开机或其他外设连接需要时间时,不可开机就立马报警)
--------手动模式与自动模式切换--------------- - (HMI_手动自动模式切换)
- 手/自动切换钥匙开关信号汇总M(可以省)
- 自动模式
- 手动模式
-----------系统启\停\清报警\初始化\清料按钮---------------- - (硬件X_开始A) OR (硬件X_开始B) OR (HMI_开始)=系统START信号M
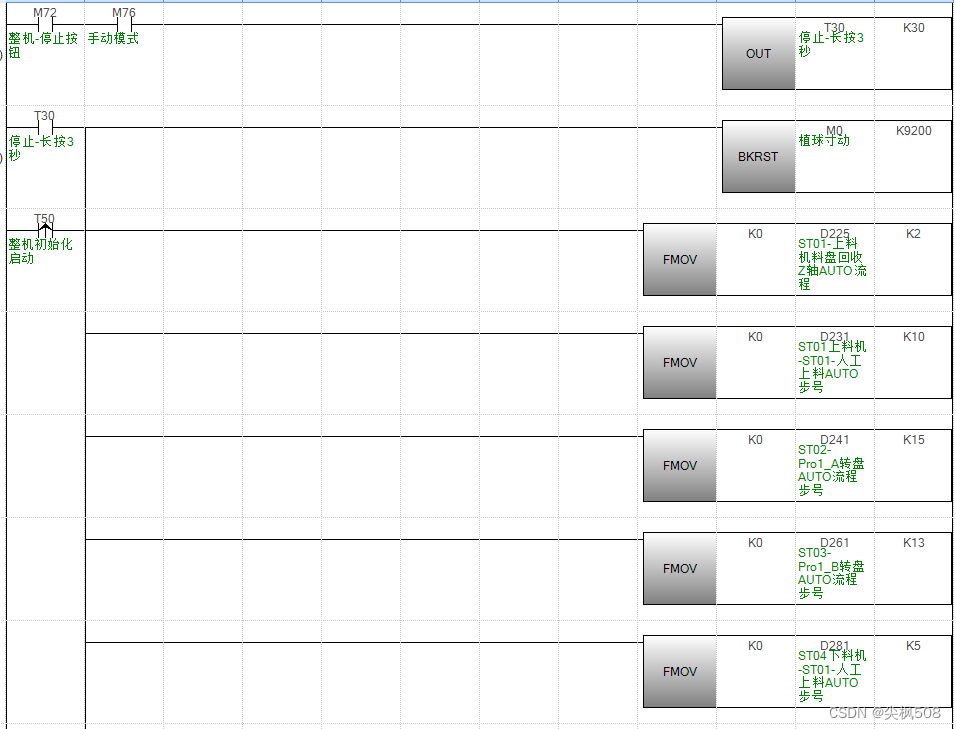
- (硬件X_停止A) OR (硬件X_停止B) OR (HMI_STOP)=系统PAUSE信号M,长按三秒为退出自动运行信号
- (硬件X_复位A) OR (硬件X_复位B) OR (HMI_RESET)=系统RESET信号M
- (硬件X_复位A) OR (硬件X_复位B) OR (HMI_RESET) OR (HMI_INIT),手动模式长按3秒为系统初始化信号,(HMI_INIT)读取自动运行信号M,写入的是初始化信号M(手动模式方可操作),在点击初始化时弹窗确认。
- (硬件X_急停A) AND (硬件X_急停B)=系统E_STOP信号
- 清料按钮M
-----------系统初始化\清料状态---------------- - 系统初始化中
- 整机初始化完成标记
- 整机初始状态(实时状态)
- 清料完成信号
-----------------气缸可操作信号--------------- - 可手动操作气缸M(可以直接=MANUAL_MODE,但不可以省)
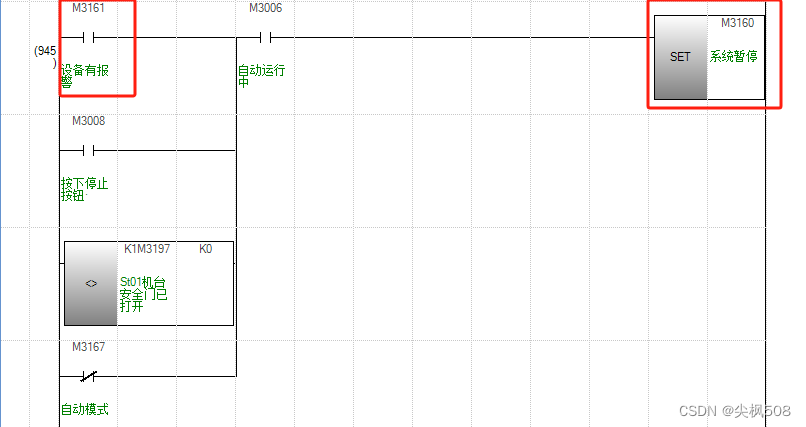
------------------系统报警与响应--------------- - 设备系统报警标记 M
- 设备系统报警状态 M(实时状态)
- 系统暂停
--------------------系统开机--------------------- - 运行条件M
- 运行条件不满足报错
- 已进入自动运行模式中
---------------状态灯与蜂鸣器----------------- - 启动按钮灯M
- 停止按钮灯M
- 复位按钮灯M
- 三色灯-红灯M
- 三色灯-黄灯M
- 三色灯-绿灯M
- 三色灯-蜂鸣器M
---------------班次生产记录数据----------------- - 班次生产数据单次记录M------支持21次数据记录
- 班次生产数据全部清零M------21次数据全部清空
-------------------OEE数据----------------------- - OEE数据清零------上料总数/OK数/NG数/总良率/各类NG总数/
L - 开启/禁用蜂鸣器
- 开启/关闭照明灯
- 启用/禁用MES数据收集
(6)整机系统全局使用寄存器D
- 设备状态D:1=手动状态,2=自动状态,3=停止状态,4=错误状态,5=待机状态
- 数据记录按钮D
Year :UINT; //年
Month :UINT; //月
Day :UINT; //日
Hour :UINT; //时
Minute :UINT; //分
Second :UINT; //秒
Start_Hour :UINT; //启动时
Start_Minute :UINT; //启动分
Start_Second :UINT; //启动秒
Finsh_Hour :UINT; //完成时
Finsh_Minute :UINT; //完成分
Finsh_Second :UINT; //完成秒
Runing_Hour :UINT; //运行时
Runing_Minute :UINT; //运行分
Runing_Second :UINT; //运行秒
Stop_Hour :UINT; //停止时
Stop_Minute :UINT; //停止分
Stop_Second :UINT; //停止秒
OK_Number :DINT; //OK数量
Total_Number :DINT; //总数量
- 运行数据结构体D
PLC_Versions :REAL; //PLC版本号
Set_Production_Num :DINT; //设置生产数量
Feeding_Num :DINT; //已上料数量
Ok_Num :DINT; //Ok数量
NG_Num :DINT; //NG数量
Total_Num :DINT; //总数量
Yield :REAL; //合格率
NG_Percent :REAL; //NG百分比
Cycle_Time :UINT;//机台CT
Start_Hour :UINT;//启动时
Start_Minute :UINT;//启动分
Start_Second :UINT;//启动秒
Finsh_Hour :UINT;//结束时
Finsh_Minute :UINT;//结束分
Finsh_Second :UINT;//结束秒
Runing_Hour :UINT;//运行时
Runing_Minute :UINT;//运行分
Runing_Second :UINT;//运行秒
Stop_Hour :UINT;//停止时
Stop_Minute :UINT;//停止分
Stop_Second :UINT;//停止秒
五、PLC ip/cc link/cclink IEF basic通信参数设定
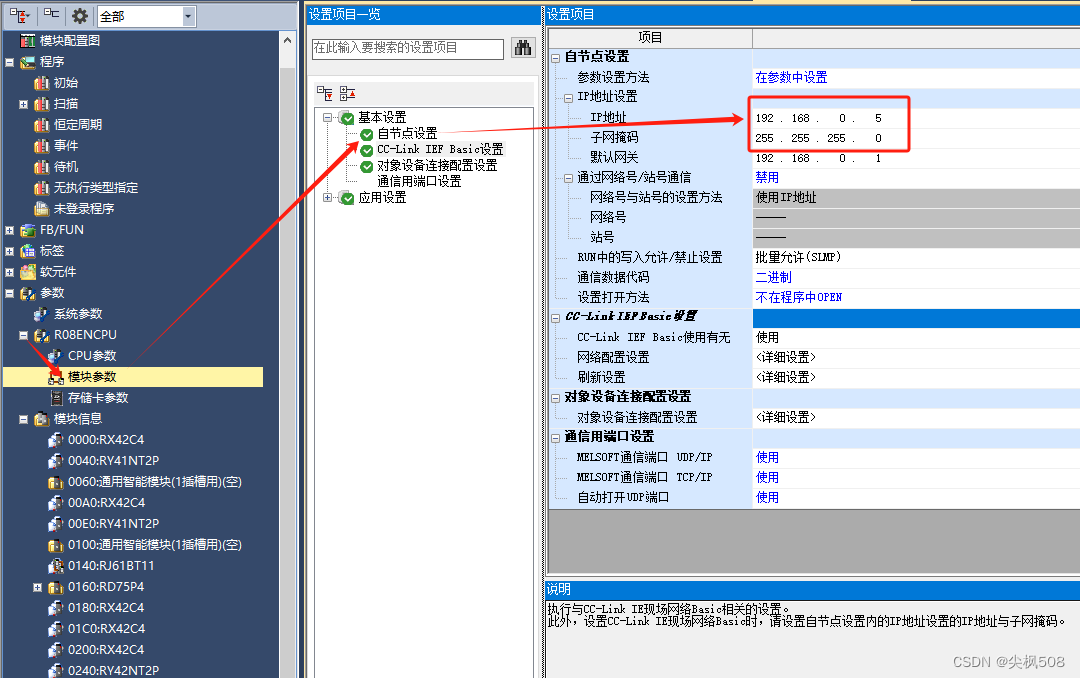
(一)PLC IP参数设定
(1)PLC CPU模块IP
(2)PLC 扩展通信模块网口IP
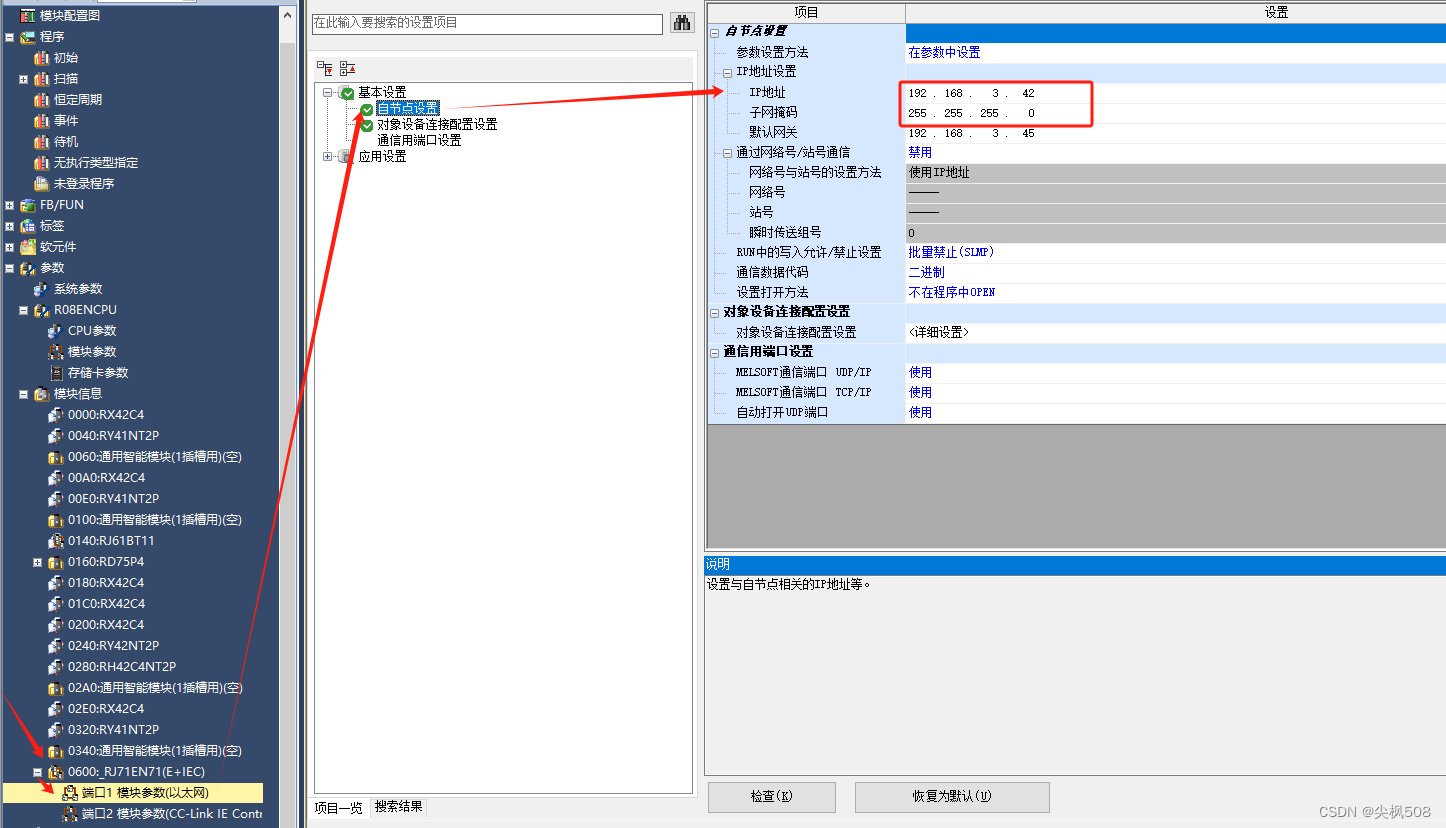
或者

(二)cc link参数设定
CC-LINK 模式与通讯速率、占用站数(映射IO和映射字占用量)、映射IO和映射字使用总量等参数设定参考工作:三菱PLC之CC-LINK通讯知识及应用第二章
(1)CC link模式与通讯速率
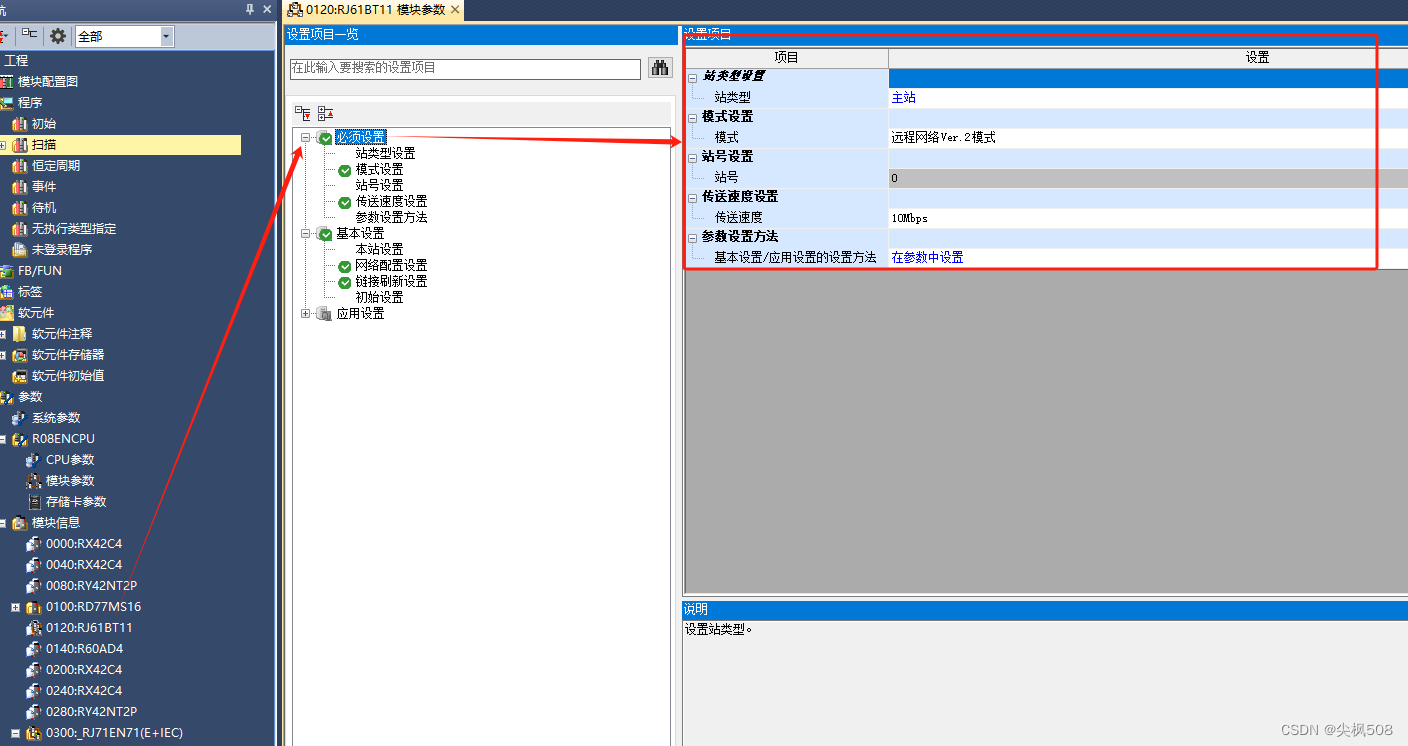
(2)CC link设备及其占用站数
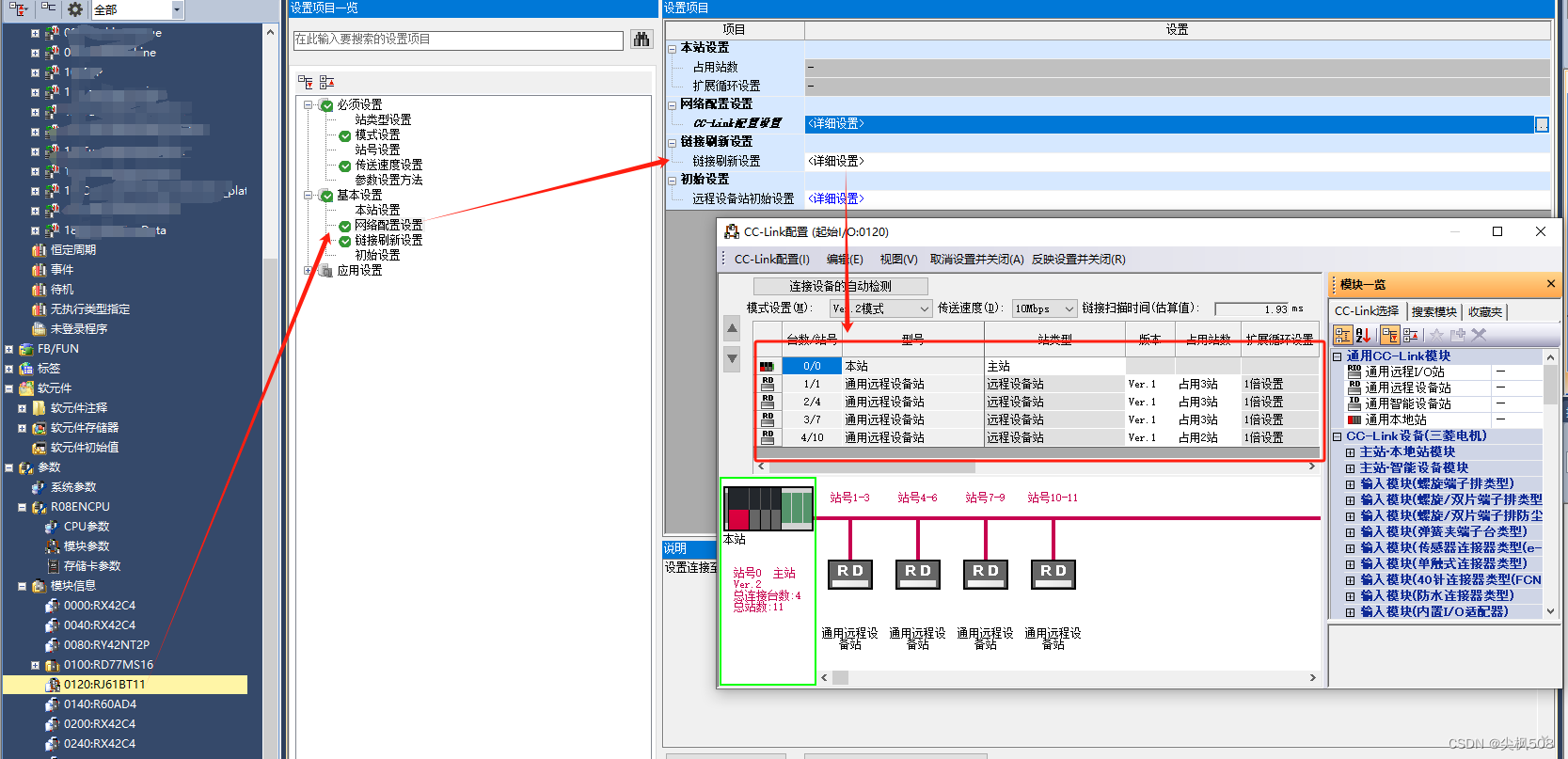
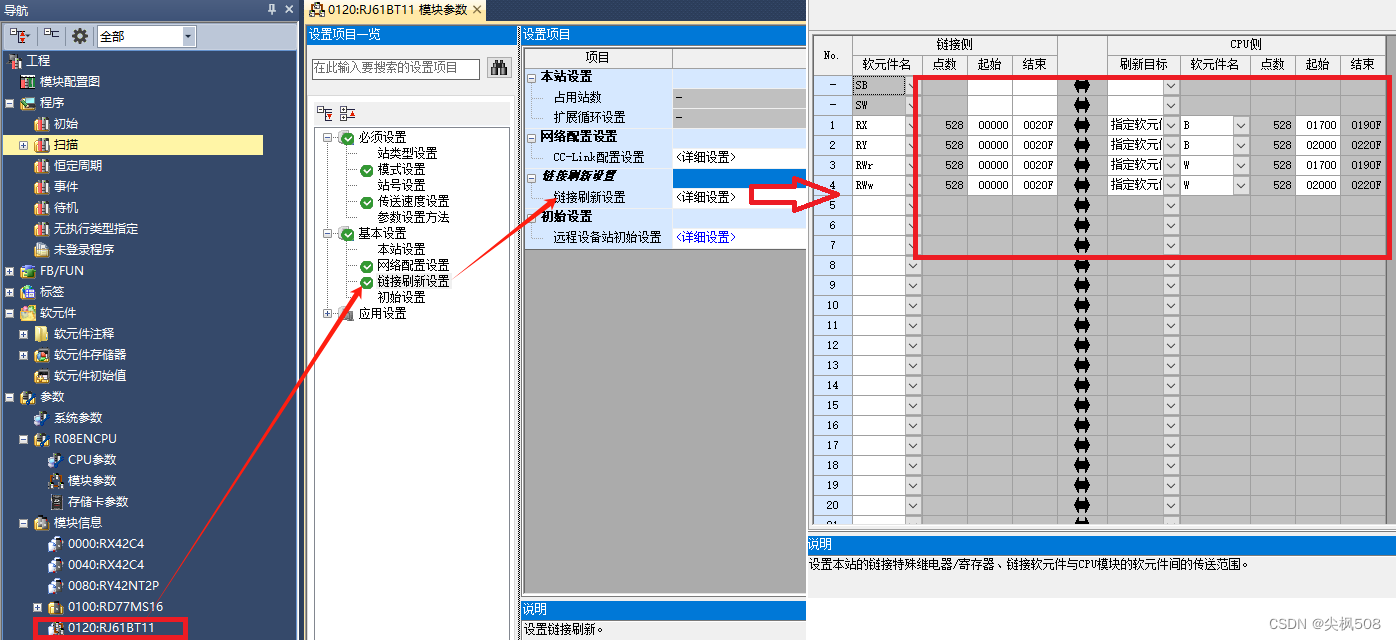
(3)映射IO和映射字使用总量
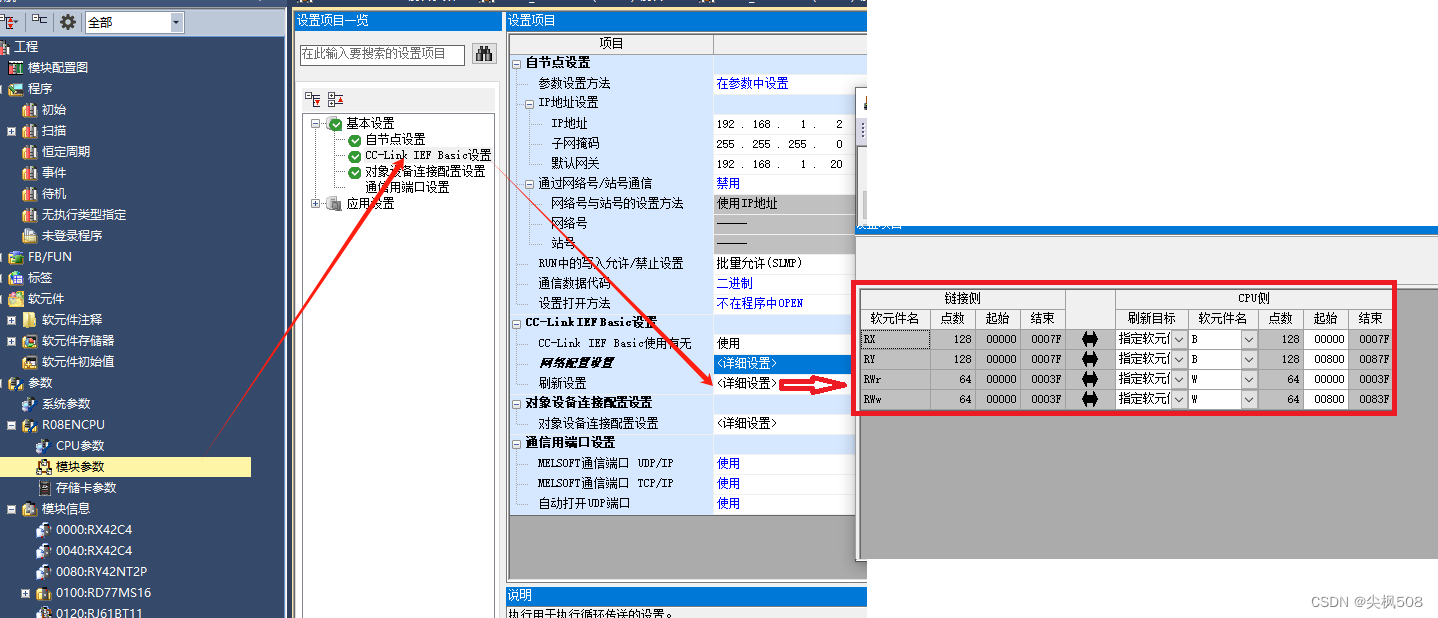
(三)cclink IEF basic参数设定
(1)cclink IEF basic设备IP参数
(2)cclink IEF basic映射IO与映射字使用总量
六、设备连接对象
TCP/UDP/Melsoft/OPS对象的设备连接,参考工作:三菱PLC与伺服之CC-Link IE Field Network通讯应用第三章,设置机器人的TCP Socket通讯,触摸屏的SLMP通讯均在这里设置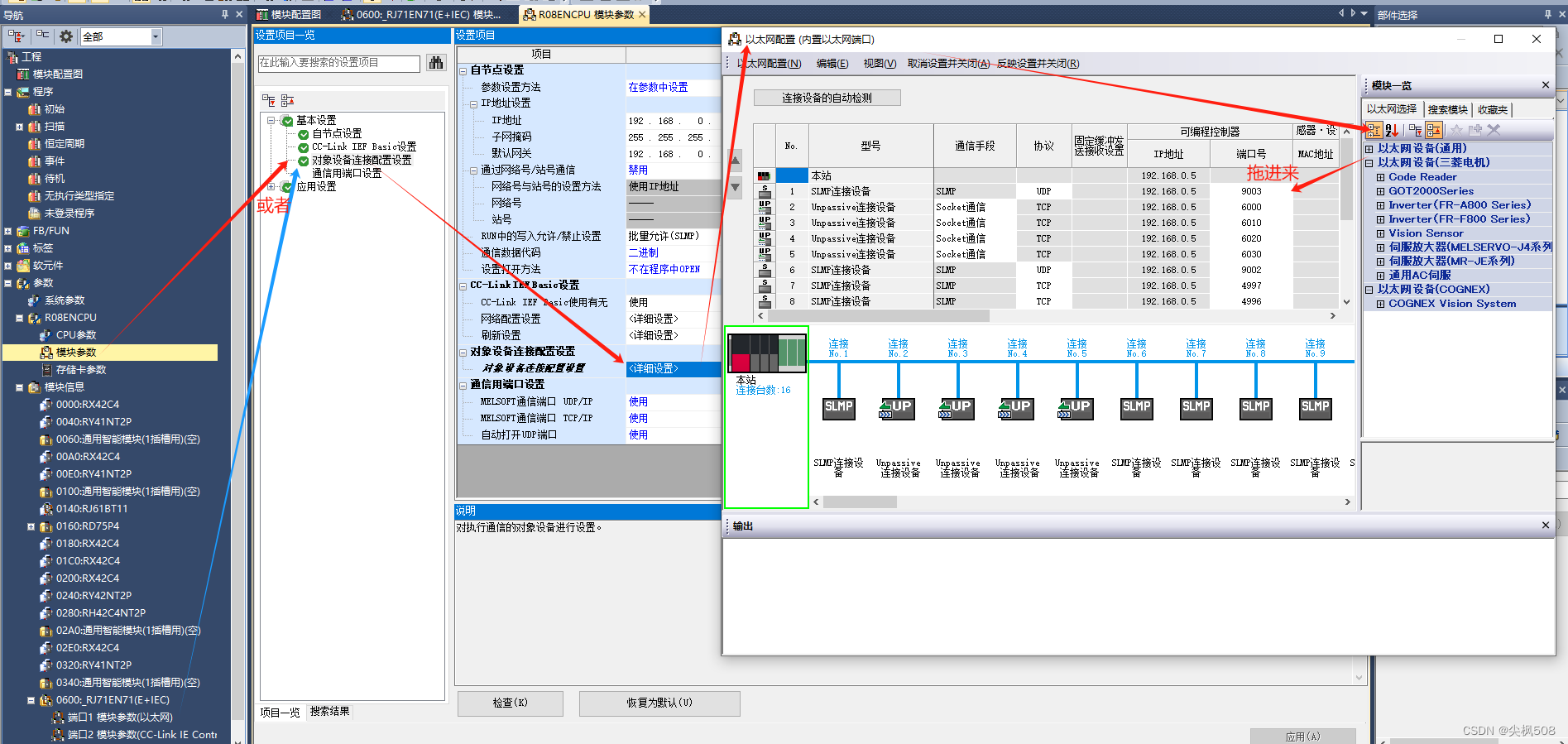
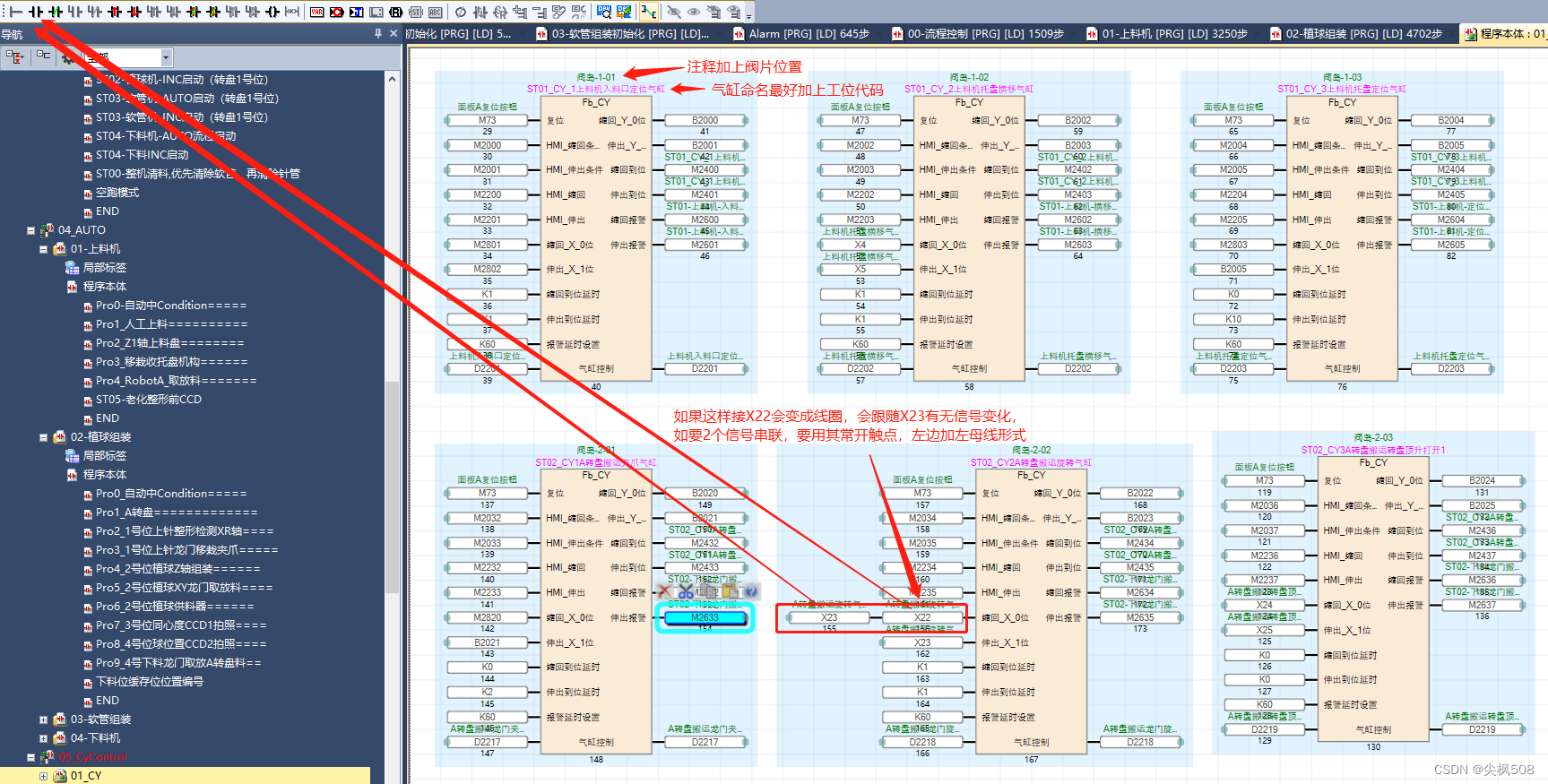
七、气缸功能块及其控制
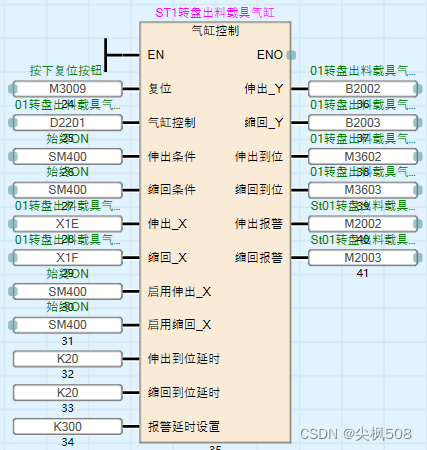
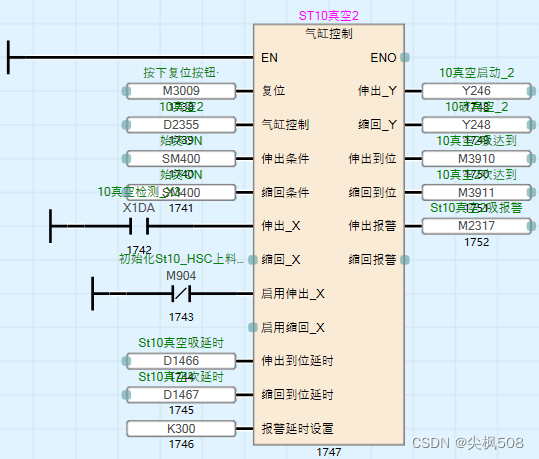
一个气缸功能块拥有所有气缸该有的功能
- 复位:清除气缸报警
- 气缸控制D
0=伸缩驱动信号均不输出
1=动作位(伸信号=1,缩信号=0)
2=原始位(伸信号=0,缩信号=1) - 伸出条件/缩回条件:允许伸或者缩动作信号
- 伸出_X/缩回_X:气缸伸出、气缸缩回硬件信号
- 启用伸出_X/启用缩回_X:启用伸出/缩回硬件信号的使用
- 伸出到位延时/缩回到位延时:硬件信号到位,加延时以确定动作稳定无抖动
- 报警延时设置:设定气缸最长多久未到位时为动作超时报警,即超出此设定时间,伸出报警或缩回报警有输出
- 伸出_Y/缩回_Y:驱动气缸动作的输出映射IO点,相当于Y点
- 伸出到位/缩回到位:气缸伸出到位/缩回到位的信号
- 伸出报警/缩回报警:气缸伸出报警/缩回报警的信号
八、电机介绍及伺服代码实例控制
(一)电机介绍
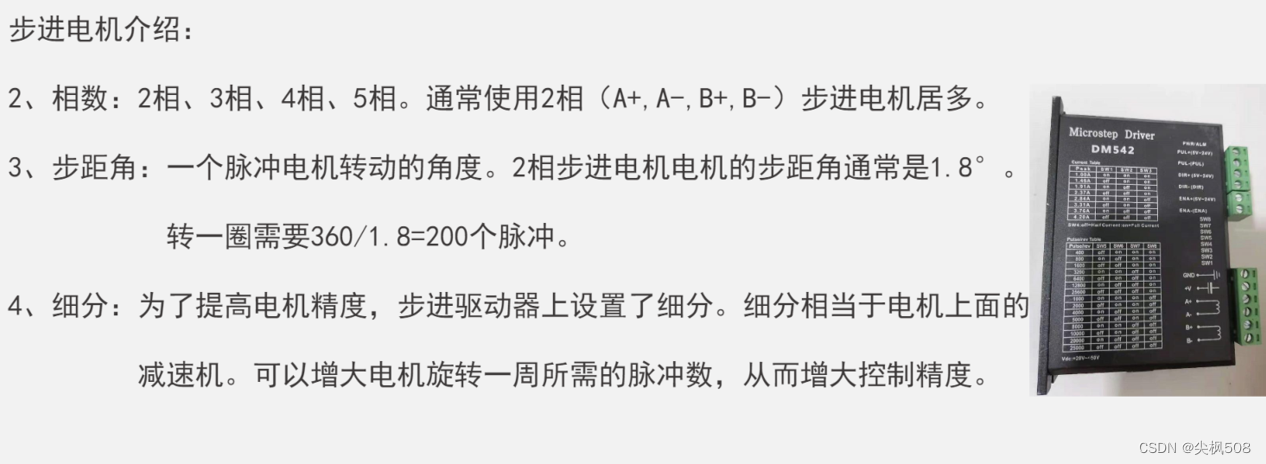
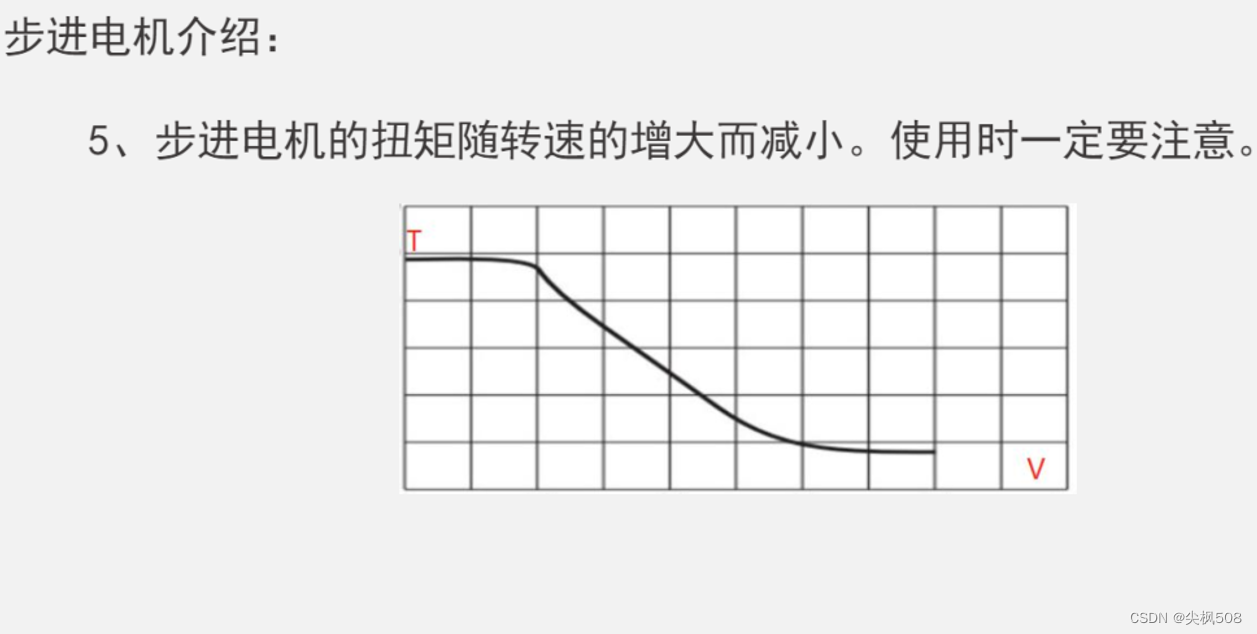
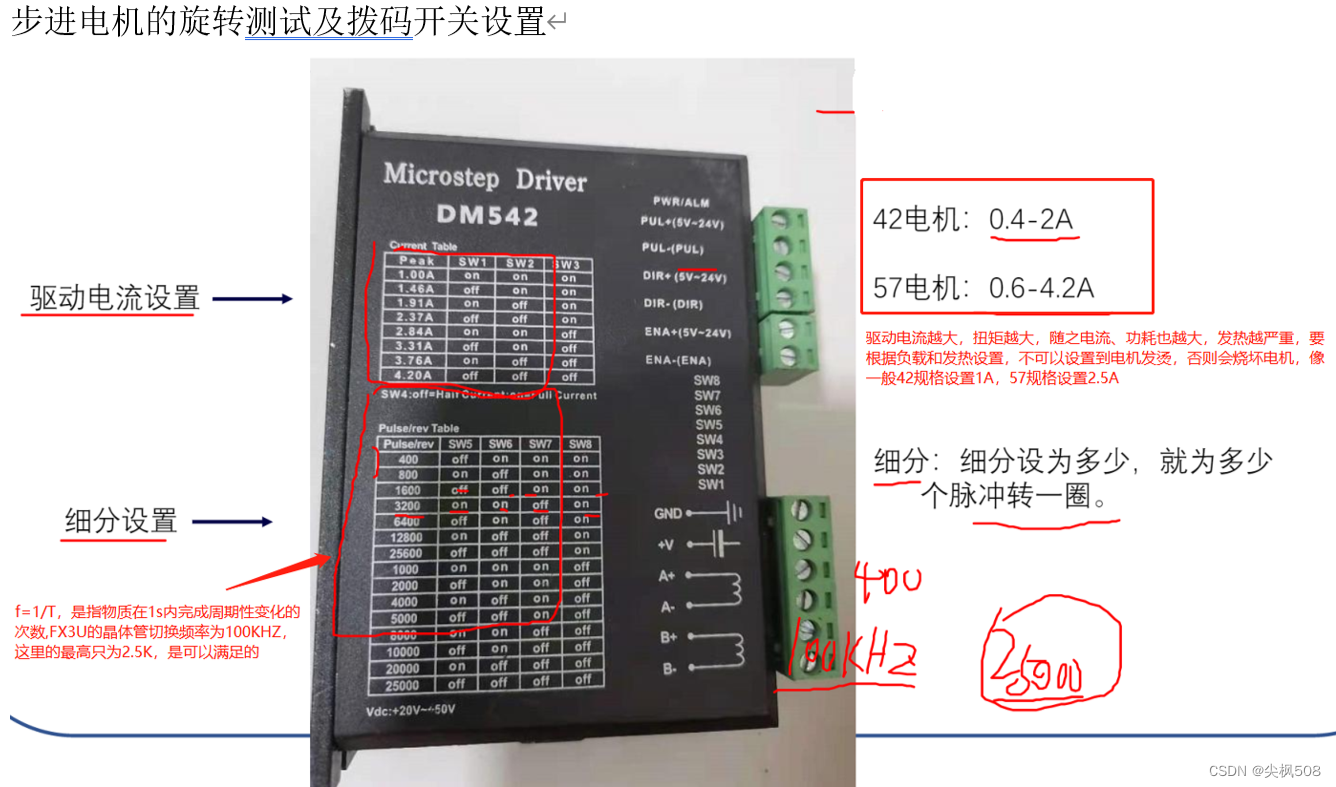
(1)步进电机

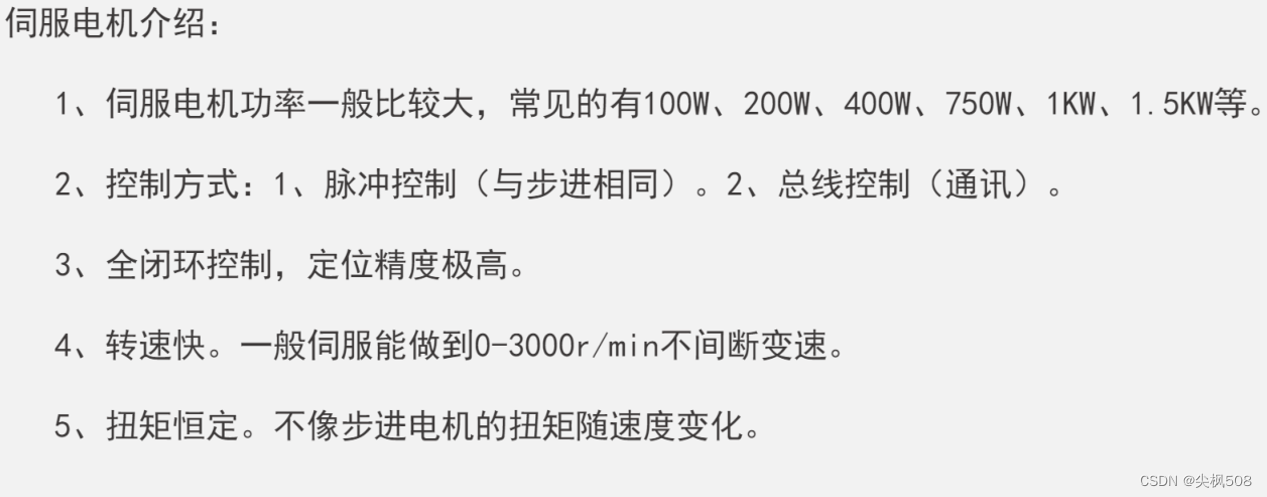
(2)伺服电机
(3)电缸
电缸是伺服电机与丝杠一体化设计的模块化产品。
电缸是将伺服电机与丝杠一体化设计的模块化产品,将伺服电机的旋转运动转换成直线运动,同时将伺服电机最佳优点-精确转速控制,精确转数控制,精确扭矩控制转变成-精确速度控制,精确位置控制,精确推力控制;实现高精度直线运动系列的全新革命性产品。
百度百科-电缸

(二)伺服使用的中间继电器和寄存器
(步进和电缸控制画面一样,只是里面代码有差异)
三菱伺服用下面中间继电器和寄存器就可以实现控制
(三)伺服电机功能控制代码实例(步进和电缸大同小异)
轴控代码很重要,需要理解,新增轴或出现轴问题时需要进来查
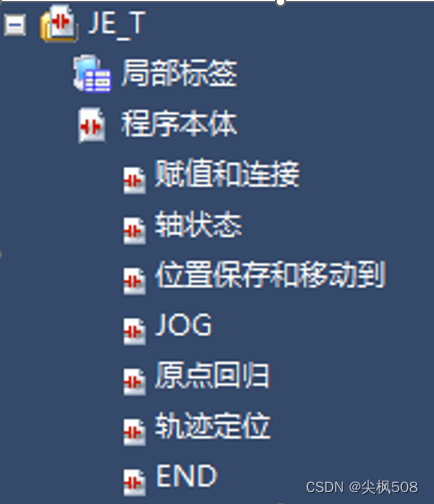
- 控制代码实例标题目录

- 触摸屏轴控界面
-
手动操作(Mxxxx)是位移与速度切换、复位(清除)报警、暂停、使能等功能按钮可以操作的前提
(比如这里的M3068)
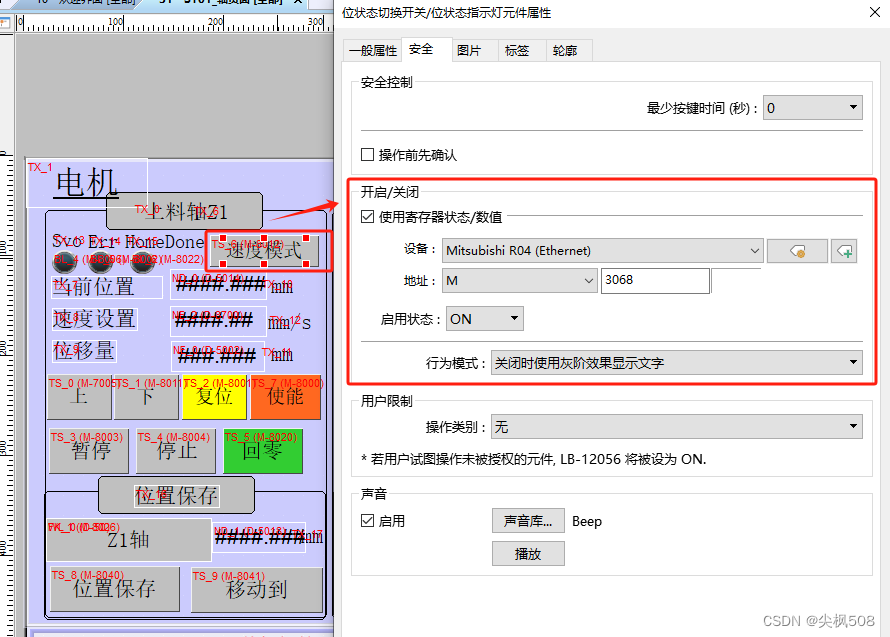
-
轴手动定位条件(Mxxx26)是位置选择、位置保存、移动到等定位功能按钮可以操作的前提
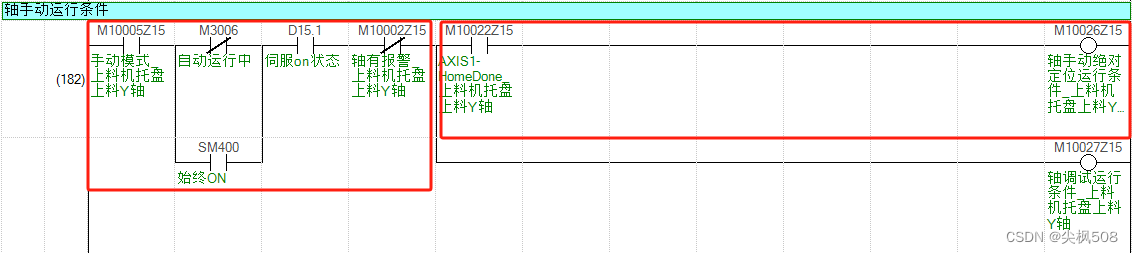
-
轴调试条件(Mxxx27)是JOG+(正转)/JOG-(反转)、停止、设为零点(回零)等动作功能按钮可以操作的前提
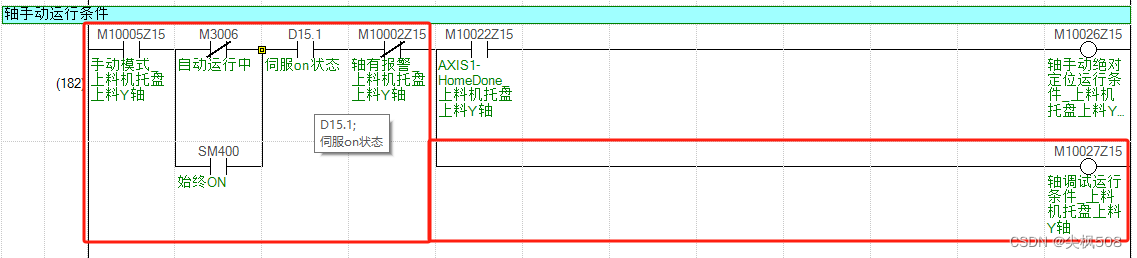
轴控监控字与控制字:
D15:是电机的状态显示
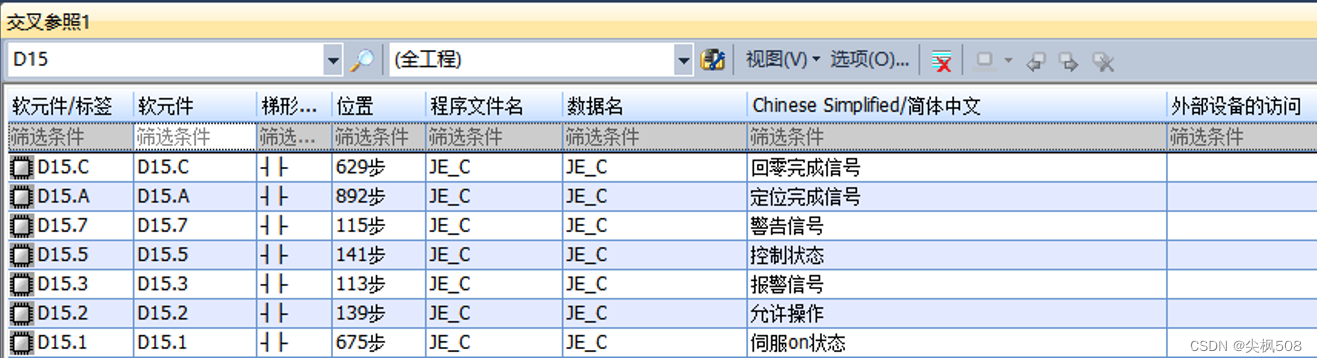
D16:是控制电机的指令,不同值代表不同指令

d16.7:清除轴报警
d16.8:轴暂停
这里的D15和D16为监控字与控制字,分别存储了轴状态与轴控制指令的值,分别对应RWrn02【控制指令状态显示(索引号6041)】和RWwn01【控制指令设定(索引号6040)】,具体的状态含义与控制含义查工作:三菱PLC与伺服之CC-Link IE Field Network通讯应用第四章:三菱伺服MR-JE-(…)的CC link IEF状态控制字与状态显示字
轴控界面按钮(或状态)的代码:
自变量注释
(1)A:伺服On状态显示
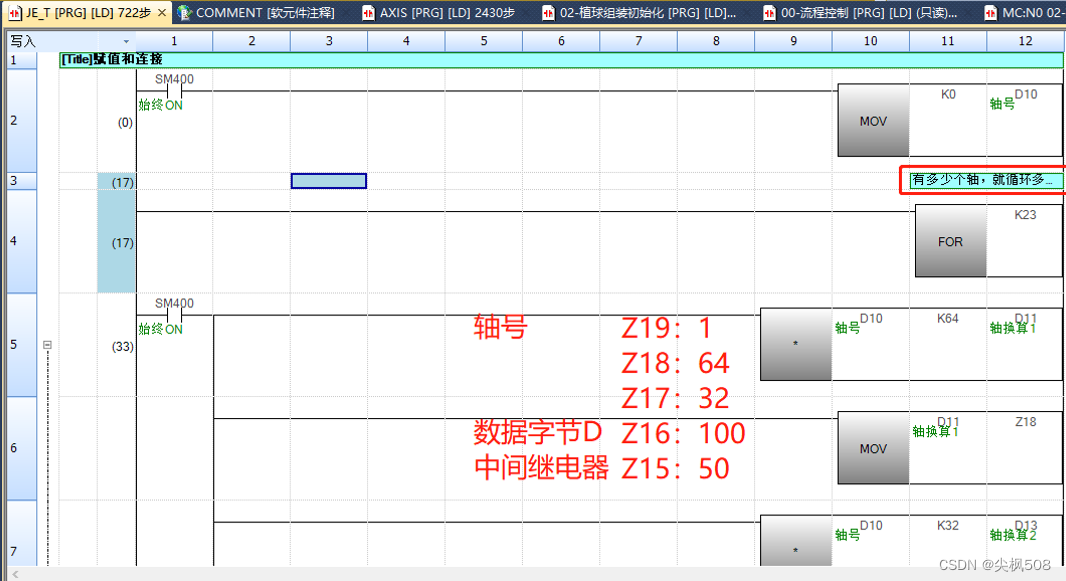
A=M8006+N*Z15(50):伺服ON状态。(D15.1控制)
公式的N为轴号
(2)B:轴报警状态显示
B=M8002+N*Z15(50):轴有报警。(D15.3:ERR和D15.7:WARNNING同时控制)
公式的N为轴号
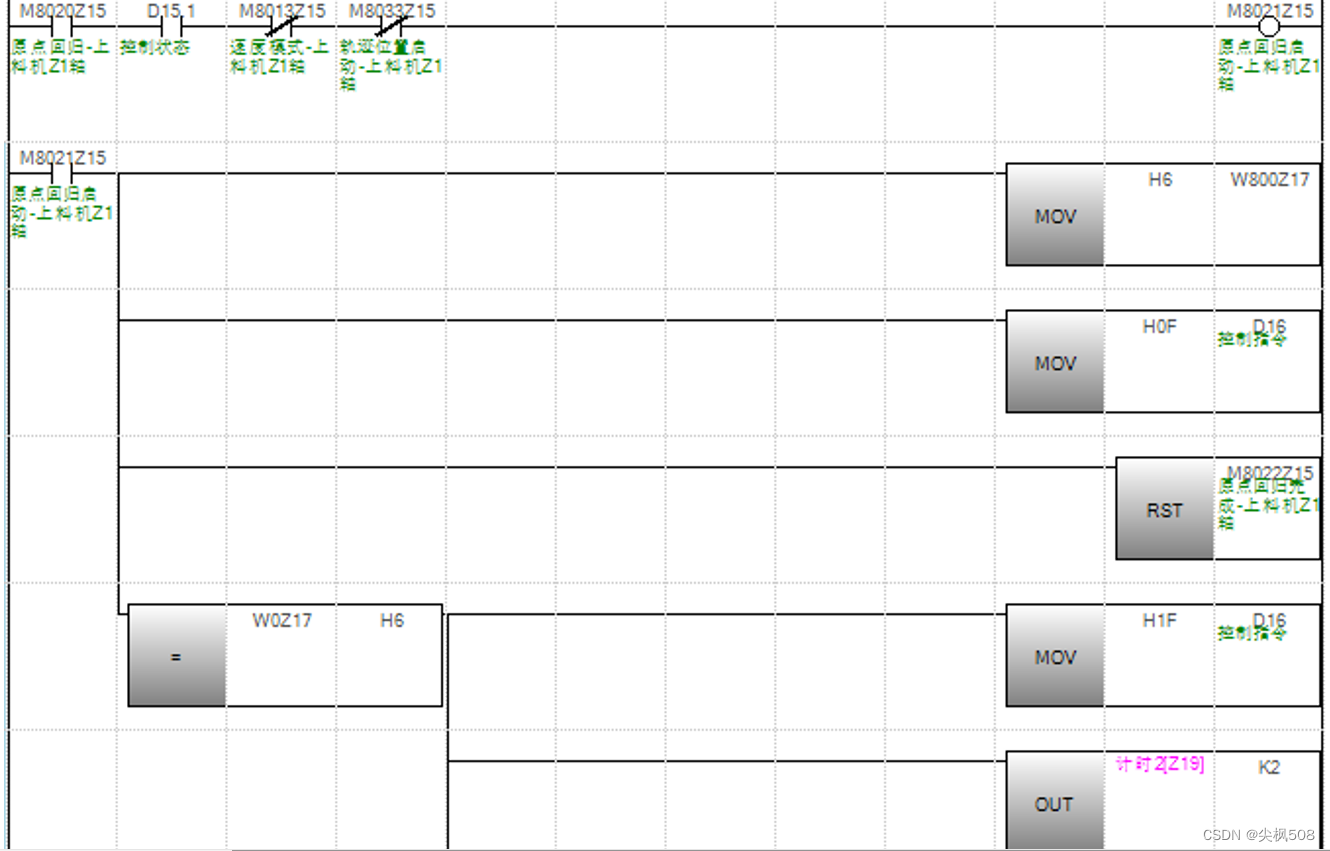
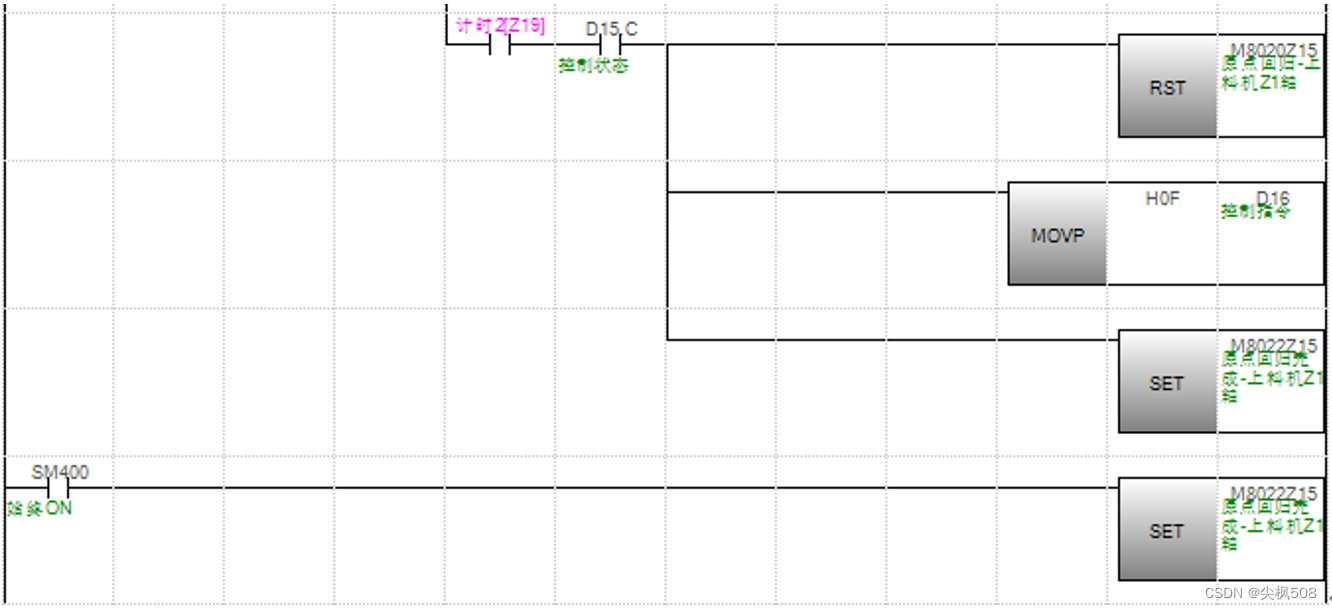
(3)C:回零或设置零点完成状态
C=M8022+N*Z15(50):原点回归完成信号(D15.C控制)
公式的N为轴号
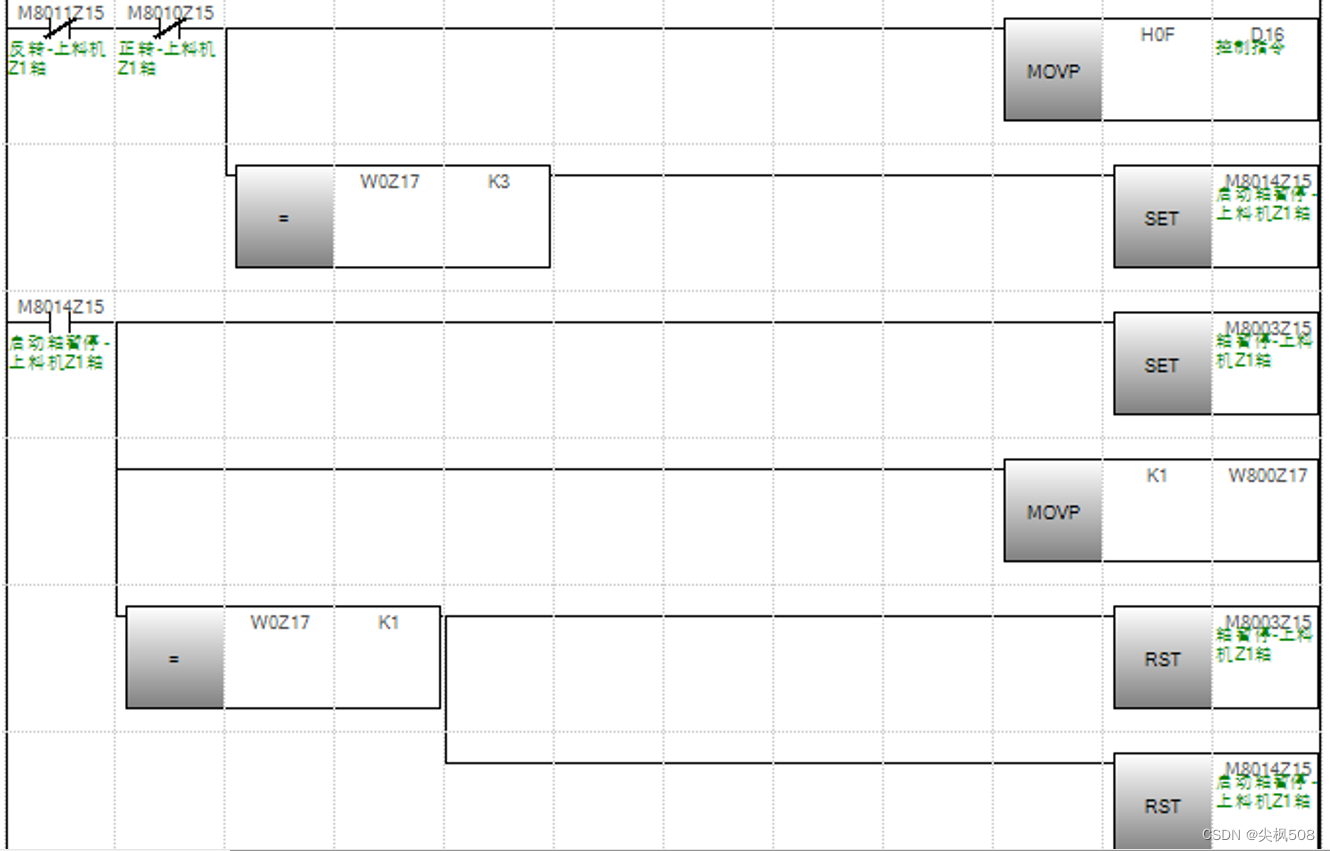
(4)D:速度与位移模式切换
D=M8012+N*Z15(50):公式的N为轴号
1:位移模式;0:速度模式。
(A)0:速度模式
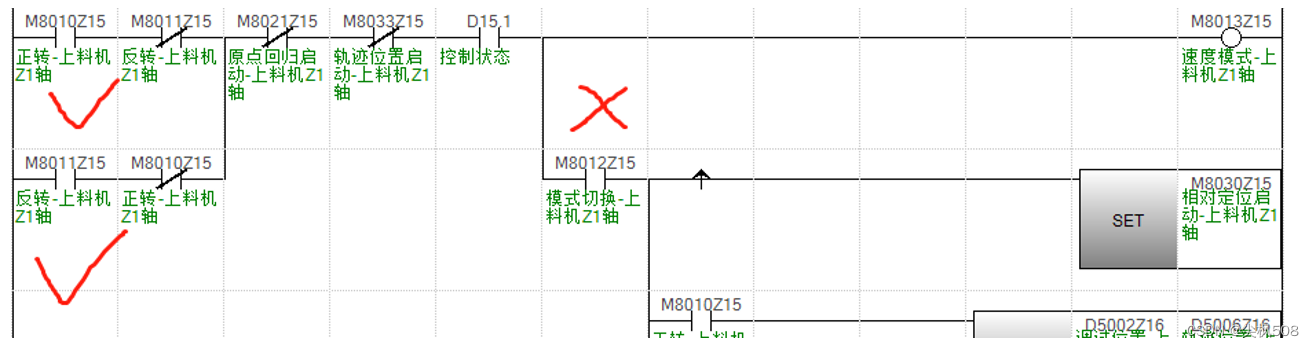
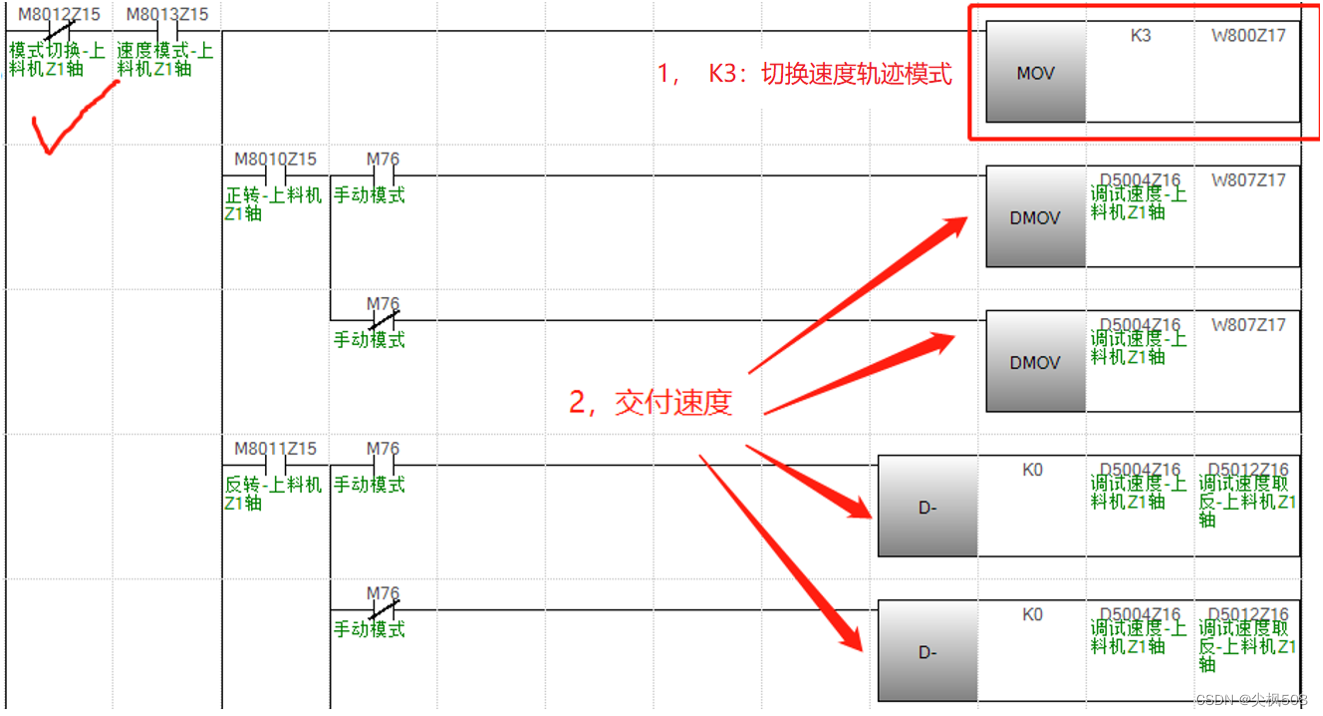
W0是检测是否切换成了K3:速度轨迹模式
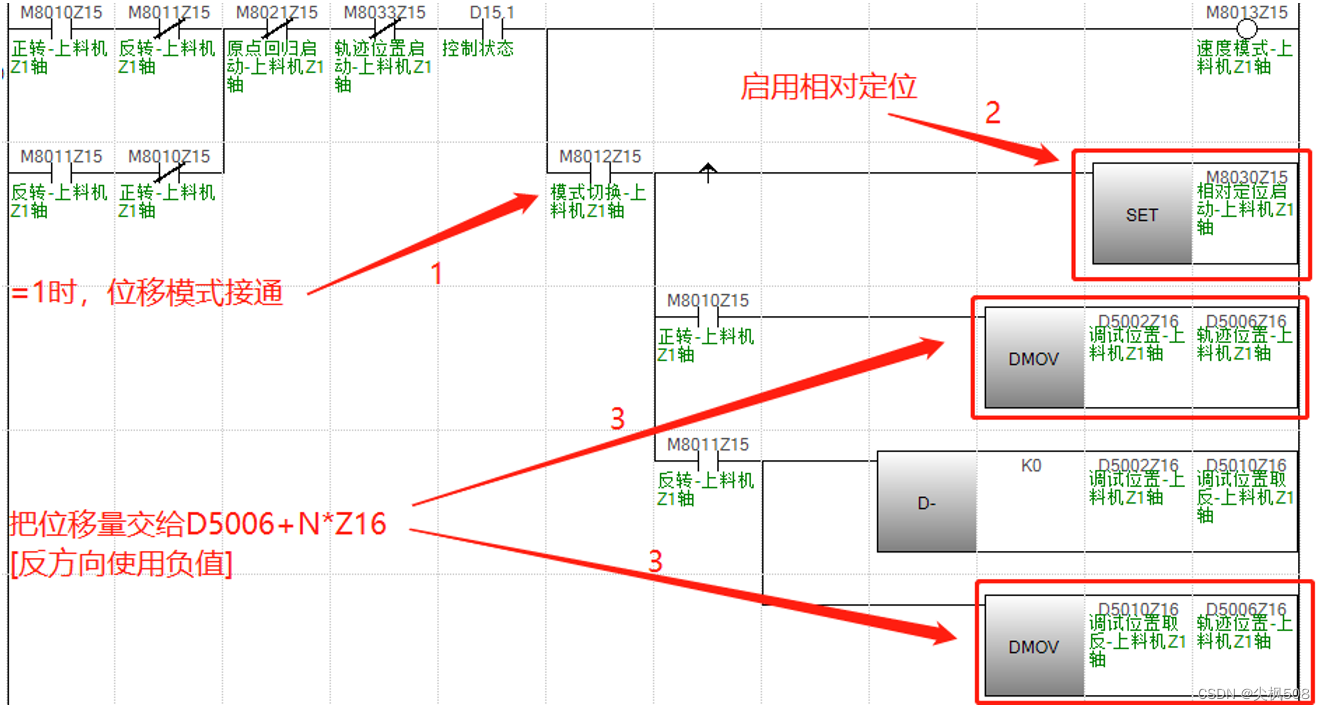
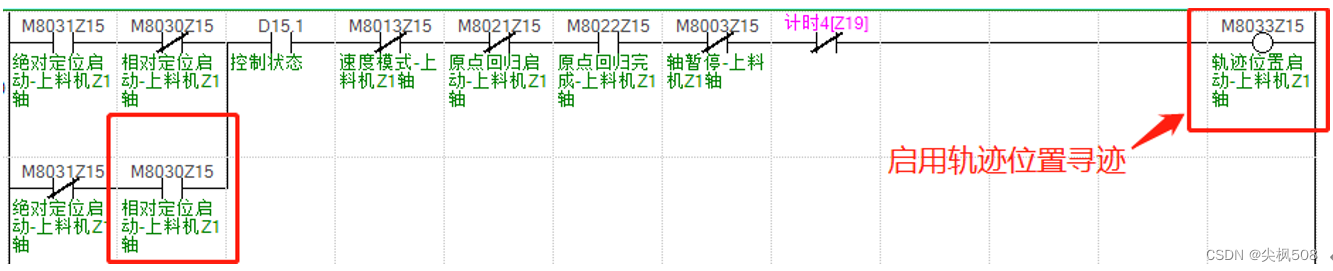
(B)1:位移模式
=1(位移模式)时,控制使用M8030+N * Z15(50)启用相对定位模式、将相对移动值D5002+N * Z16(100)放给轨迹位置D5006+N * Z15(50)里及控制启动轨迹寻迹M8033+N*Z15(50)
公式的N为轴号

(C)位置轨迹模式(相对/绝对定位)下检测是否已到目标位置

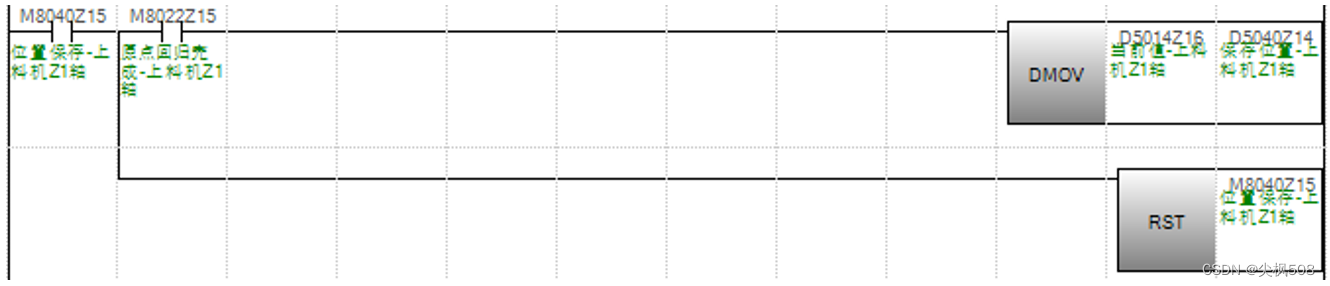
(5)E:当前位置
E=D5014+N * Z1(50),当前位置按位置保存时,可以将位置保存在D=5040+N * Z14上(Z14=”D[50+N]”的值+N * Z16(100),即Z14=D[50+轴号]+轴号*100)
公式的N为轴号
(6)F:调试(手动)速度设置
F=D5004+N * Z16(100),手动速度设置,(对于I005 B D8700J是不在JE-T块里,因为其自动速度分为自动慢速和自动快速)
公式的N为轴号
(7)G:位移量设置
G=D5002+N*Z16(100)
公式的N为轴号
(8)H:JOG+(正转)
H=M8010+N * Z15(50):控制正转,电机正转远离电机编码器,反转靠近电机编码器
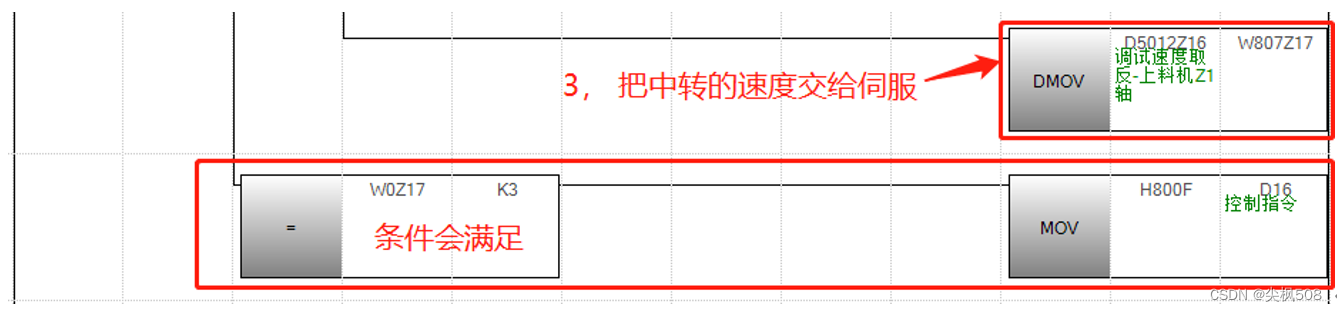
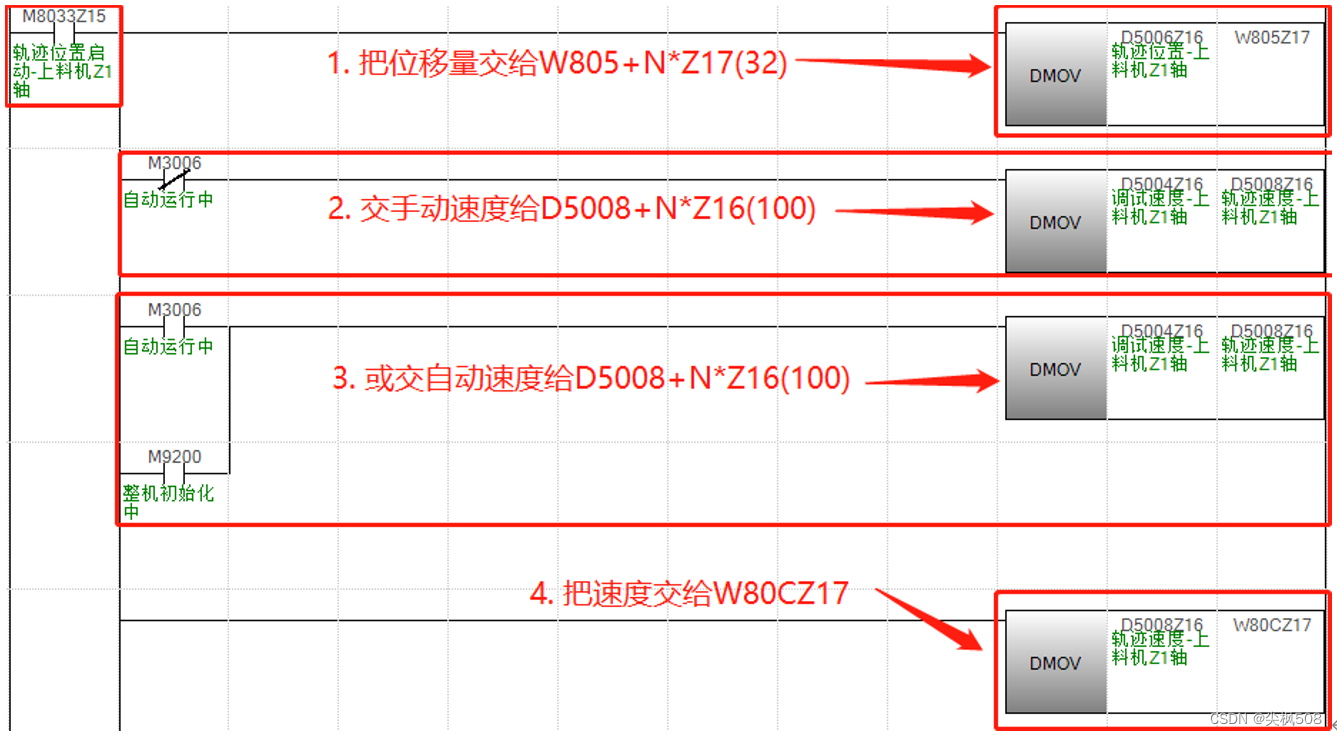
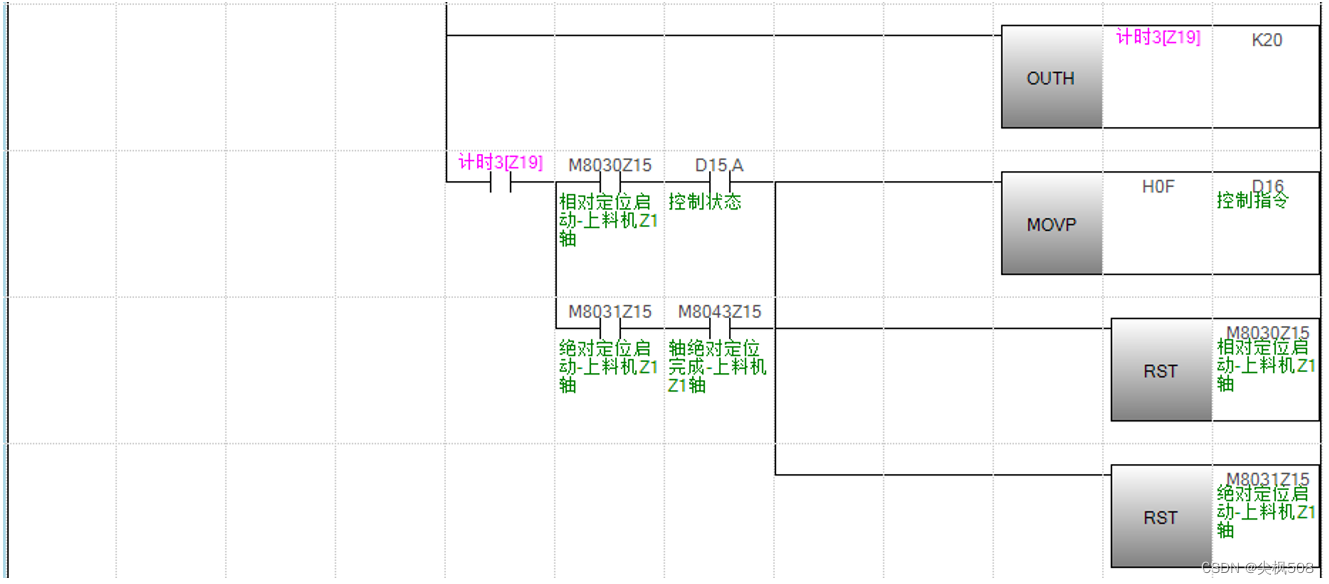
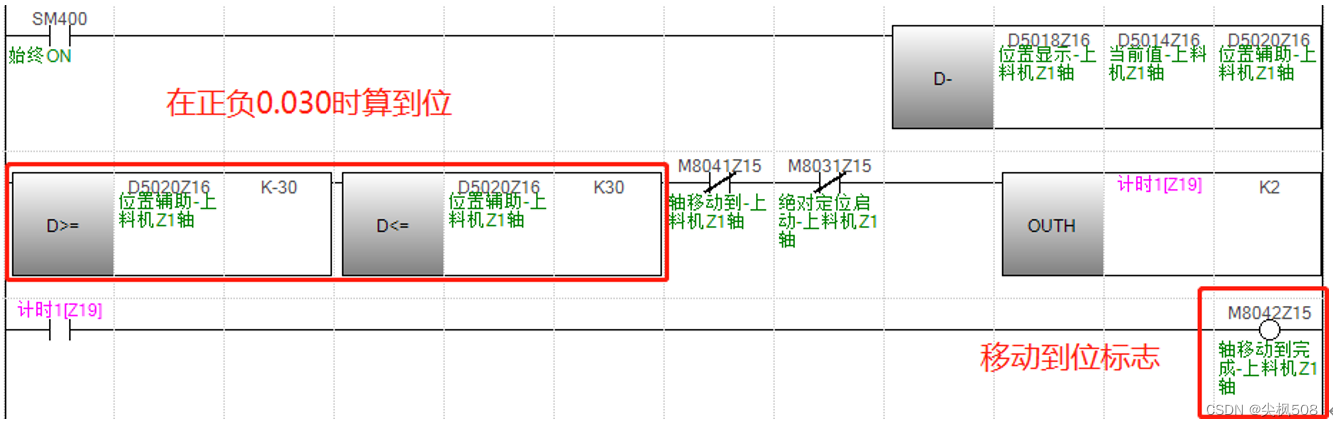
位移模式时,M8010+N * Z15(50)控制【M8030+N * Z15(50)】使用相对定位模式及把位移量和速度给到伺服的位置寄存器W805+N * Z17(32)和速度寄存器W80C+N * Z17(32),相对定位【M8030+N * Z15(50)】常开触点控制开启轨迹位置寻迹及控制使用相对定位模式(发H6F给D16开始相对定位)移动,移动中的标志是M8013+N * Z15(50),移动完成的标志是M8042+N * Z15(50)
速度模式时,控制发送K3给W800+N * Z17(32)【=3轴速度轨迹模式】及发D5004+N*Z16(100)的负值【反转速度】给W807+N * Z17(32),以W800+N * Z17(32)检查状态是否切换为K3为条件发H800F给D16。参考G速度模式。公式的N为轴号
(9)I:JOG-(反转)
I=M0811+N * Z15(50),反转,和H大同小异
位移模式时,M0811+N * Z15(50)控制【M8030+N * Z15(50)】使用相对定位模式及把位移量和速度给到伺服的位置寄存器W805+N * Z17(32)和速度寄存器W80C+N * Z17(32),相对定位【M8030+N * Z15(50)】常开触点控制开启轨迹位置寻迹及控制使用相对定位模式(发H6F给D16开始相对定位)移动,移动中的标志是M8013+N * Z15(50),移动完成的标志是M8042+N * Z15(50)
速度模式时,控制发送K3给W800+N * Z17(32)【=3轴速度轨迹模式】及发D5004+N * Z16(100)的负值【反转速度】给W807+N * Z17(32),以W800+N * Z17(32)检查状态是否切换为K3为条件发H800F给D16。参考G模式。公式的N为轴号
(10)J:复位
J=M8001+N*Z15,复位,只有在M3068=1(手动操作模式,没有加减乘除)才可以用,当有轴报警时,按下使控制指令D16.7=1。
公式的N为轴号

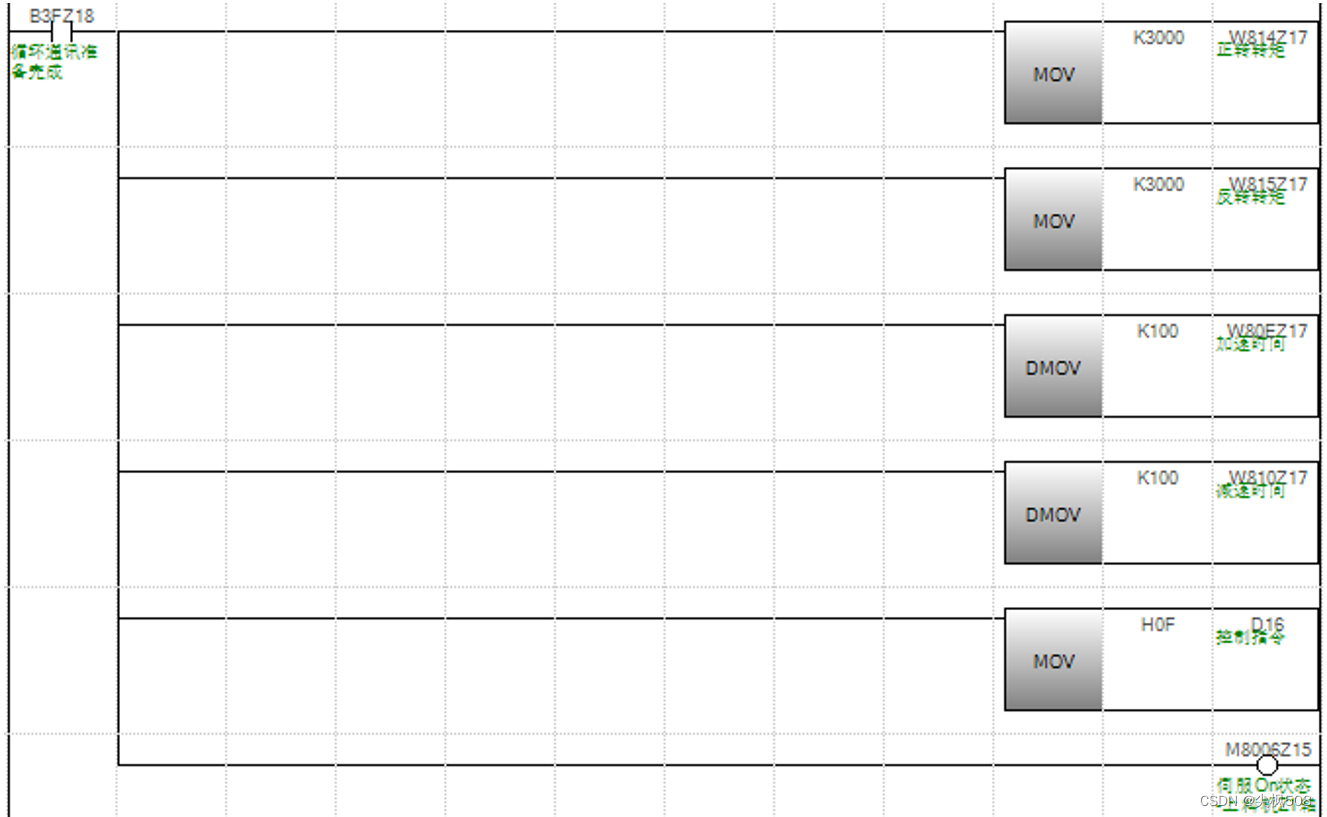
(11)K:使能
K= M8000+N*Z15,使能,只有在M3068=1(手动操作模式,没有加减乘除)才可以用,使(B83F+N * Z18)=1,让给轴初始化,上使能
公式的N为轴号

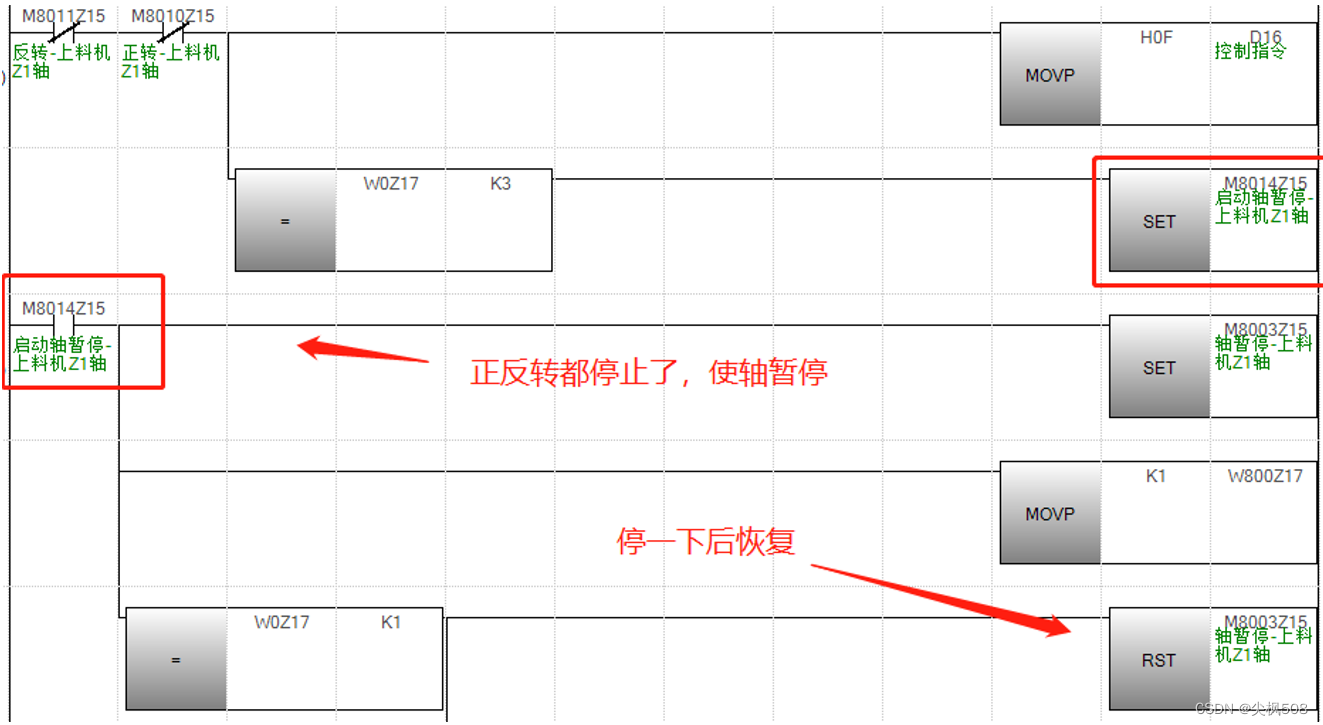
(12)L:暂停
L=M8003+N * Z15(50),暂停,只有在M3068=1(手动操作模式,没有加减乘除)才可以用,使控制指令D16.8=1
公式的N为轴号

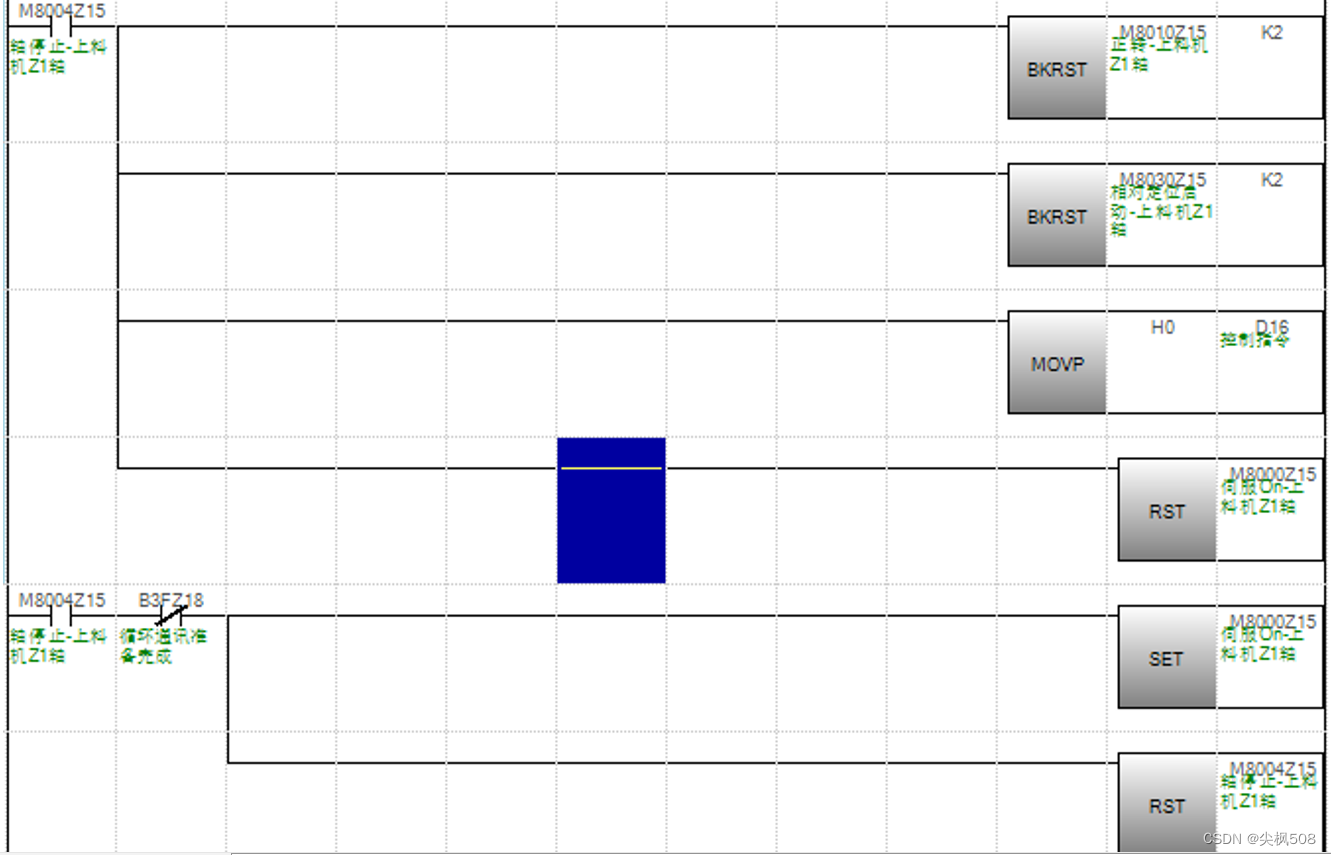
(13)M:停止
M=M8004+N*Z15(50),轴停止,只有在M8027=1【M8005+N * Z15(50)=1,轴手动模式(没有自动运行);D15.1=1; (M8002+N * Z15)=0,轴无报警】时才可以用。
公式的N为轴号
(14)N:设为零点(回零)
N=M8020+N * Z15(50),回零,只有在M8027=1【M8005+N * Z15(50)=1,轴手动模式(没有自动运行);D15.1=1; (M8002+N * Z15)=0,轴无报警】时才可以用。公式的N为轴号
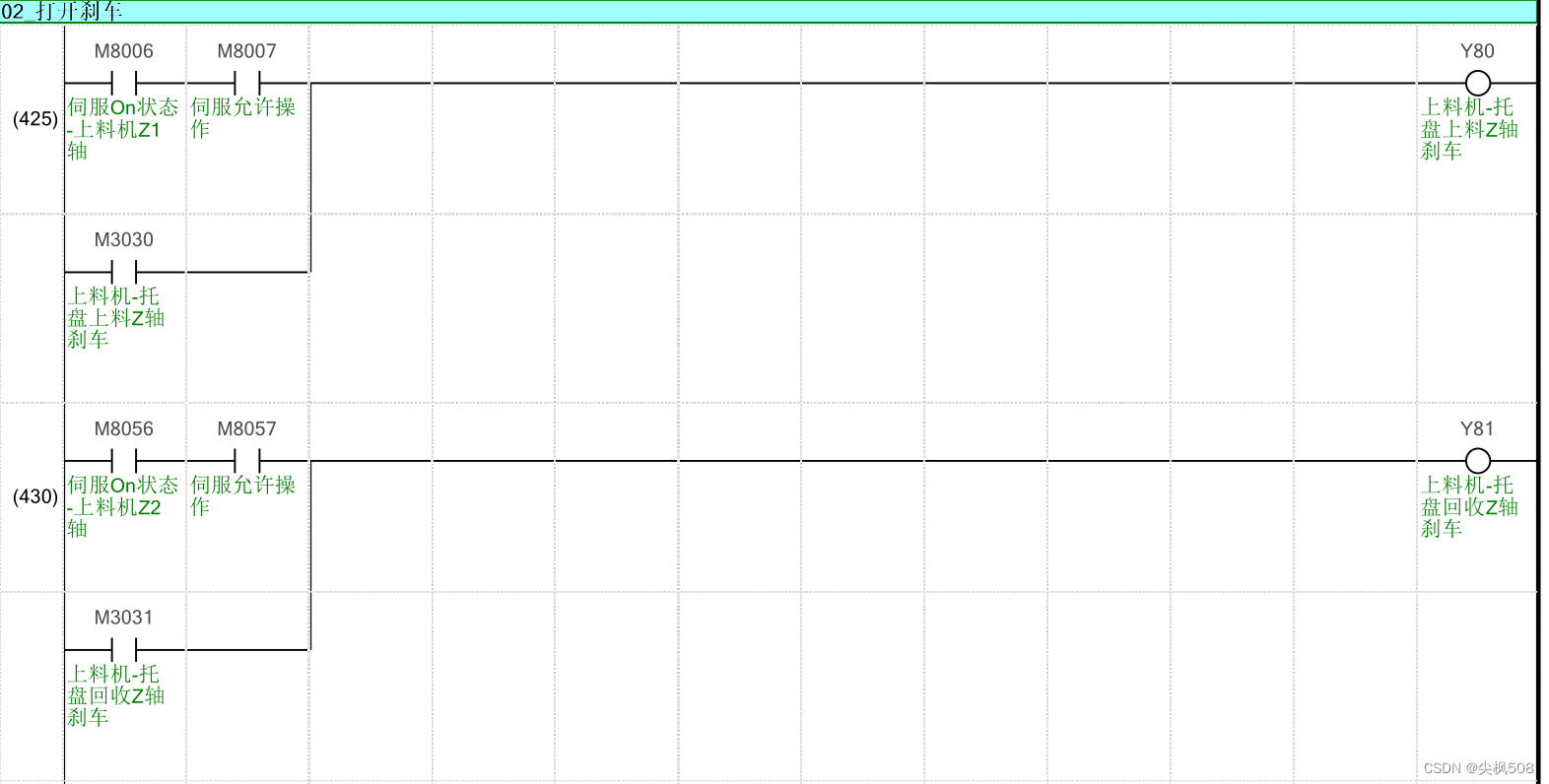
(15)O:刹车
O=M3030+N,刹车,不在JE-T块里,只有在M76=1【机器为手动模式】时才可以用。
公式的N为轴号
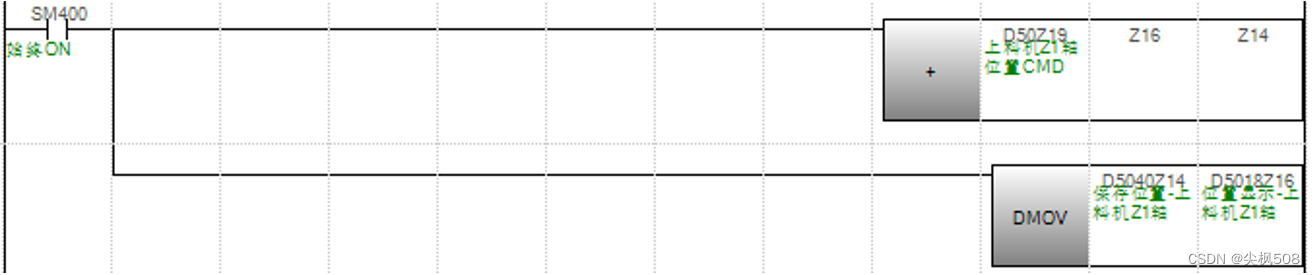
(16)P:位置选择
P=D50+N,位置选择,给每个位置对应到(D50+N)的值里面去,用来选择位置使用,注意区分的是,不是用来保存位置的值。只有M8026+N * Z16)=1【M8005+N * Z15(50)=1,轴手动模式(没有自动运行);D15.1=1; (M8002+N * Z15)=0,轴无报警;M8022+N * Z15(50)=1,原点回归完成】时才可以使用。
公式的N为轴号
(17)Q:所选位置坐标值显示
Q= D5018+N*Z16,位置坐标值显示
公式的N为轴号
(18)R:位置保存
R= M8040+N * Z15(50),位置保存,只有(M8026+N*Z16)=1【M8005+N * Z15(50)=1,轴手动模式(没有自动运行);D15.1=1; (M8002+N * Z15)=0,轴无报警;M8022+N * Z15(50)=1,原点回归完成】时才可以使用。
公式的N为轴号
(19)S:移动到
S=M8041+N * Z15(50),移动到,只有(M8026+N*Z16)=1【M8005+N * Z15(50)=1,轴手动模式(没有自动运行);D15.1=1; (M8002+N * Z15)=0,轴无报警;M8022+N * Z15(50)=1,原点回归完成】时才可以使用。
公式的N为轴号
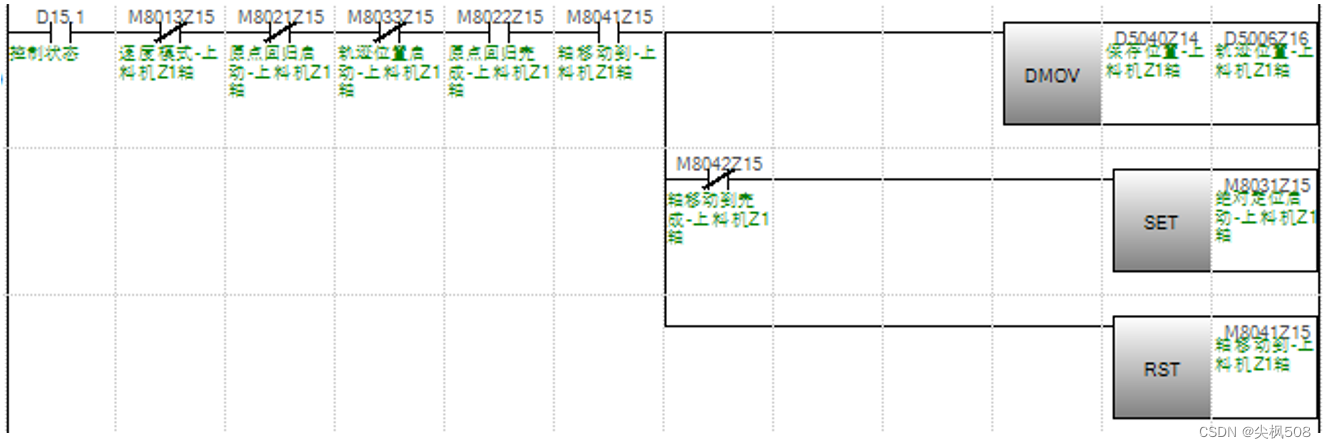
当轴走完正转 / 反转的位置轨迹模式时,其会触发轴暂停。W800+N*Z17(32)=1:切换回速度模式,轴暂停关闭
公式的N为轴号
九、TCP功能块及机器人连接与控制
(一)TCP功能块
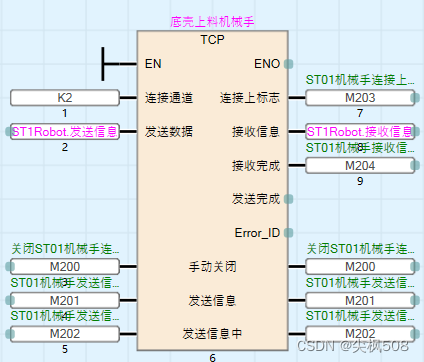
(1)连接通道
是在网口的对象连接设备里的序号
如图里的NO.2 (Socket通信)就是底壳上料机器人, 所以这里的连接通道是K2
(2)发送数据
所发送的数据,分配一段连续的20个数据寄存器地址,地址[0]寄存器是存发送的数据内容长度的,地址[1]寄存器 ~ 地址[19]寄存器是存数据内容的,所以这里的地址填的是所分配的寄存器的首寄存器地址,当发送时FB块会将内容长度算出来放到地址[0]寄存器里,如分配了D8000-D8019,则这里填D8000,D8000数据内容长度,D8001-D8019是内容
(3)手动关闭
手动关闭端口,用于在发送超时时,将通讯关闭,重新再连
(4)发送信息
触发信息发送
(5)发送信息中
发送信息中是状态,发送信息和触发发送信息中是同步置ON的,当FB块将信息发送完成后,FB块会将发送信息中的状态复位
(6)连接上标志
这是机器人正常通讯上标志,发送信息和手动关端口时,可以卡这个检查是否连接上,再继往下执行程序
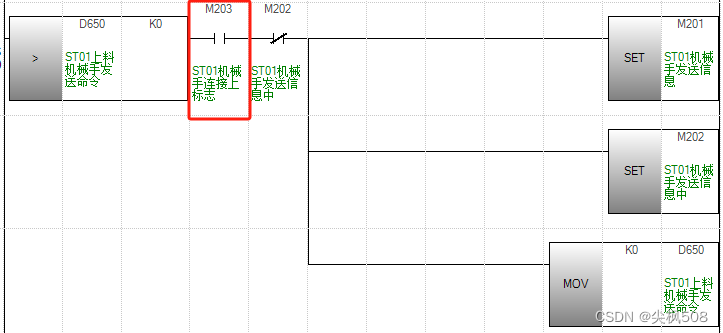
- 发送信息卡上是不是连接成功
- 手动关端口后检查是不是连接成功
(7)接收信息
所接收的数据,分配一段连续的20个数据寄存器地址,地址[0]寄存器是存接收的数据内容长度的,地址[1]寄存器 ~ 地址[19]寄存器是存数据内容的,所以这里的地址填的是所分配的寄存器的首寄存器地址,当接收到内容时FB块会将内容长度算出来放到地址[0]寄存器里,如分配了D8020-D8039,则这里填D8020,D8020数据内容长度,D8021-D8039是内容
(8)接收完成
数据接受完成的状态,当数据接受完成,这状态将置ON。可以利用此状态完成数据刷新到触屏(最好是用接受的数据直接刷新到触屏)
(9)发送完成
数据发送完成的状态,当数据发送完成,这状态将置ON,
(10)Error_ID
存储通讯出错代码,占用1个D
(二)机器人连接与控制
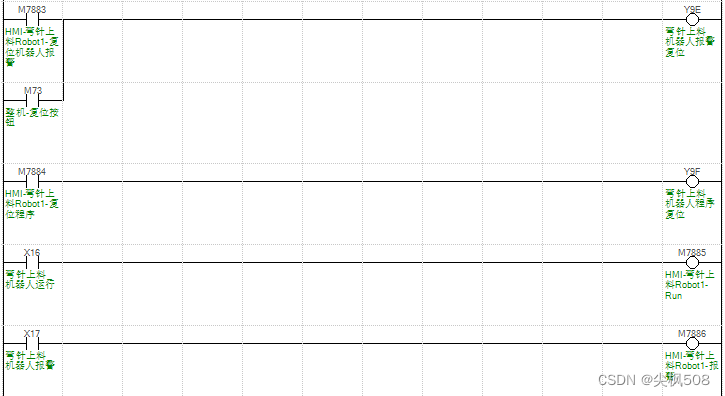
(1)IO信号
启动/停止/暂停/清报警/程序复位:PLC输出信号通知机器人
机器人报警/机器人在自动运行中:机器人输出信号通知PLC
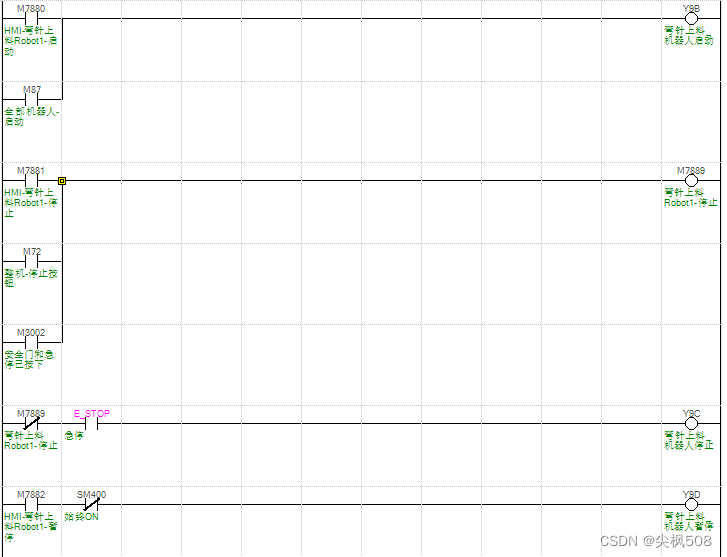
(2)一键启动操作
按步骤:
- 复位所有使用到的M与D
- 赋矛停止信号0.3秒
- 关闭停止信号,然后赋予程序复位和报警清除信号0.3秒
- 关闭程序复位和报警清除信号,赋予启动信号0.3秒
- 关闭启动信号,一键动作启动完成
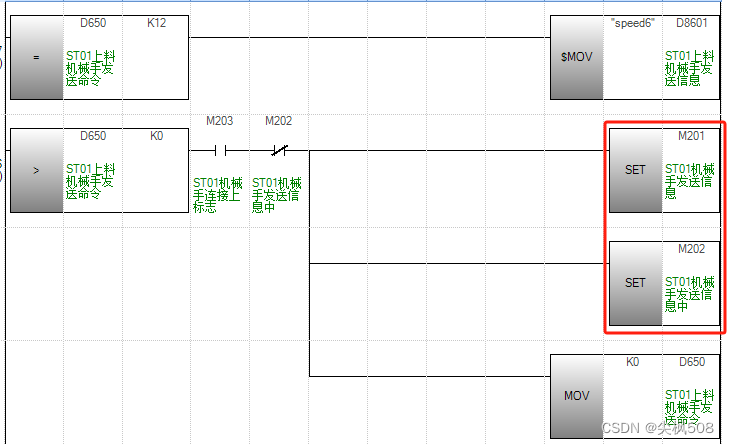
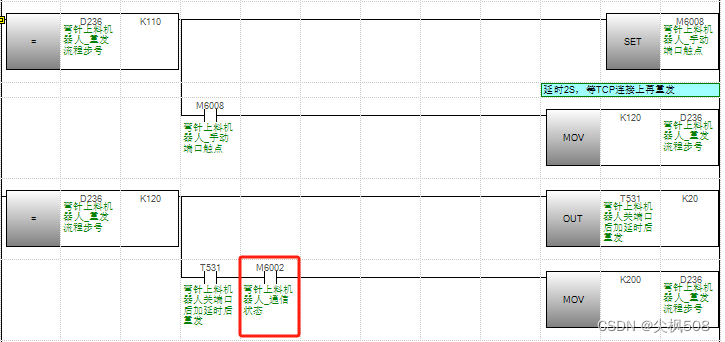
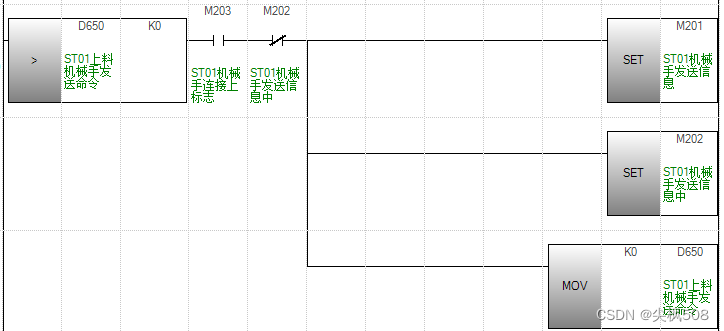
(3)发送信息操作
- 触屏上的发送内容显示
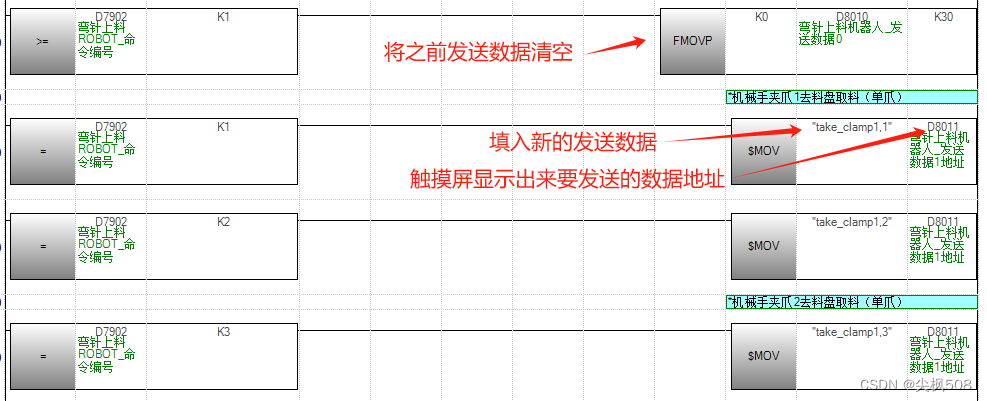
- 发送操作启动
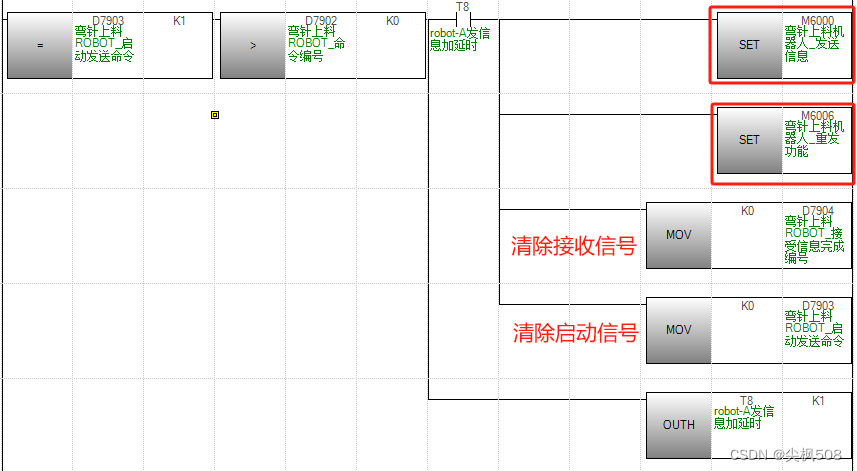
新最新TCP功能块加入了,发送信息中状态在发时置ON,发完会自动置OFF
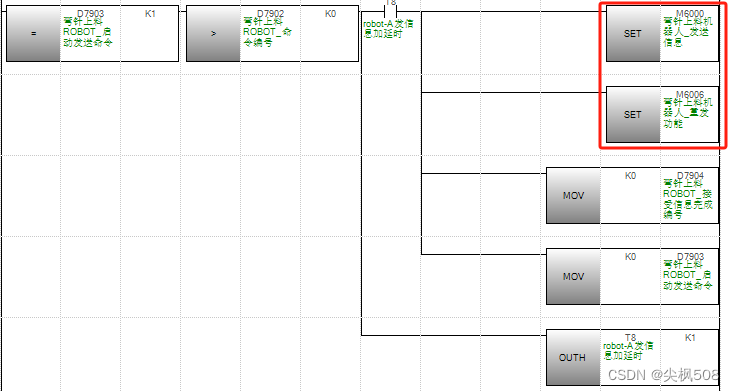
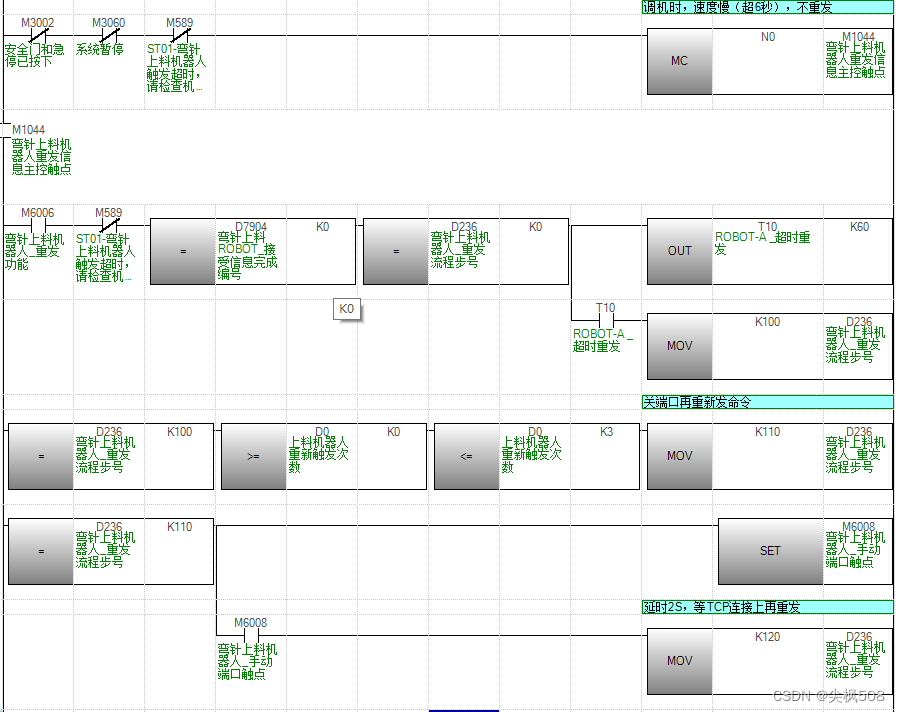
- 重发机制
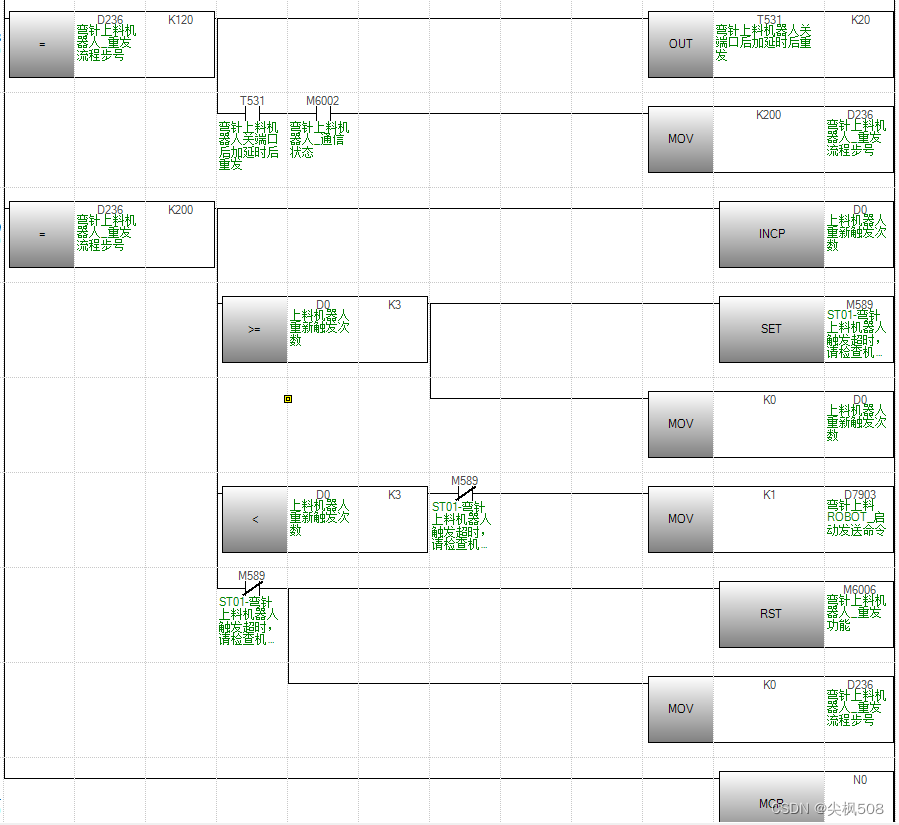
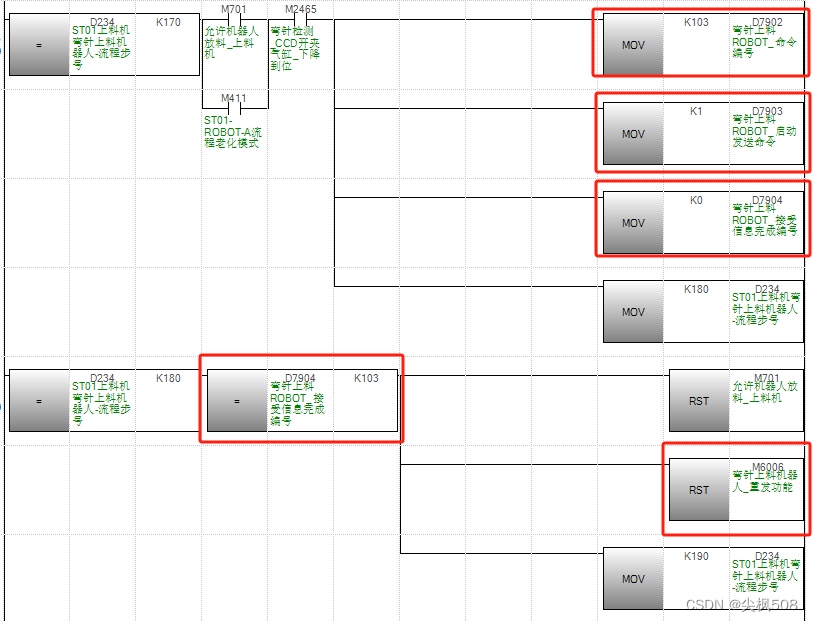
(4)接收信息操作
将接收到信息与编号对应,发出去内容的编号与接收回来的信号编号应一一对应,程序中卡接收信息的编号与发送的相同才往下走。

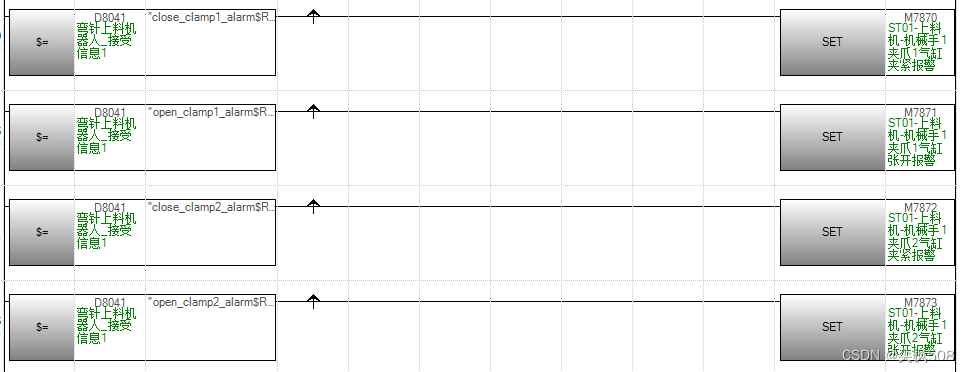
(5)机器人报警详细内容
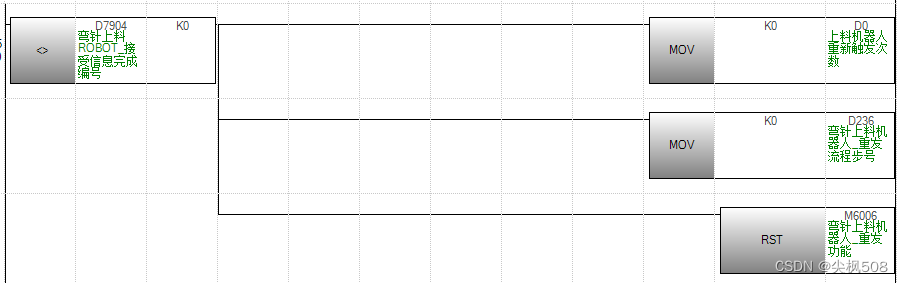
(6)自动程序中调用
以下可以不写在自动里
MOV ( true , K0 , D7904 );
RST ( true , "重发功能" );
======= 以下为实际代码区 =========
十、01_main:系统参数、外设信号
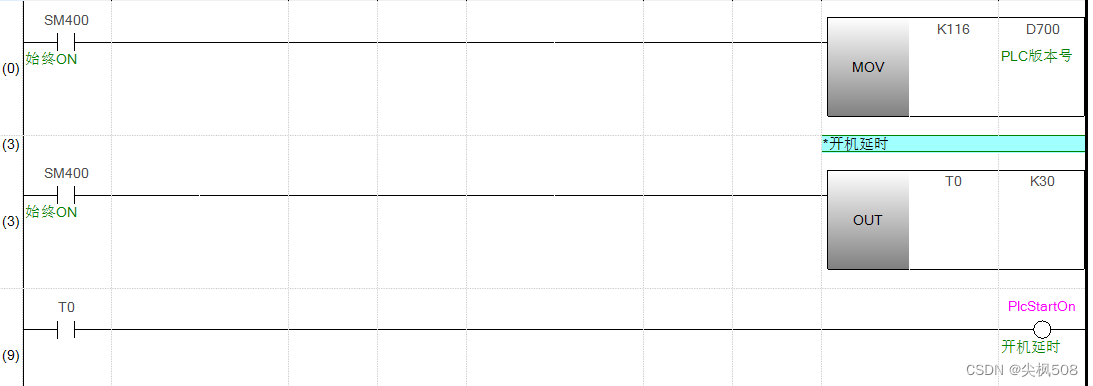
(一)PLC程序版本、开机延时
PLC程序版本号管理及开机延时,开机延时是主要如三联件气压上升,电脑开机或其他外设连接需要加延时,不可一开机立马就出现错误报警
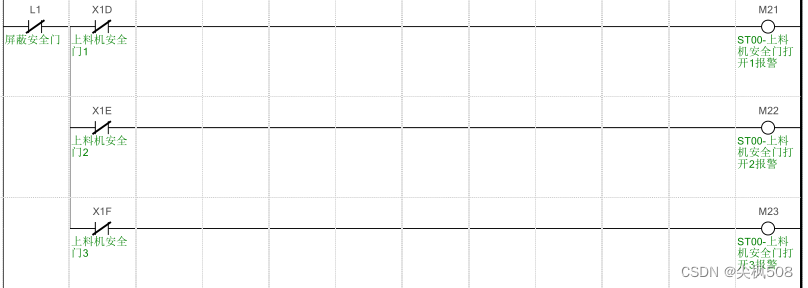
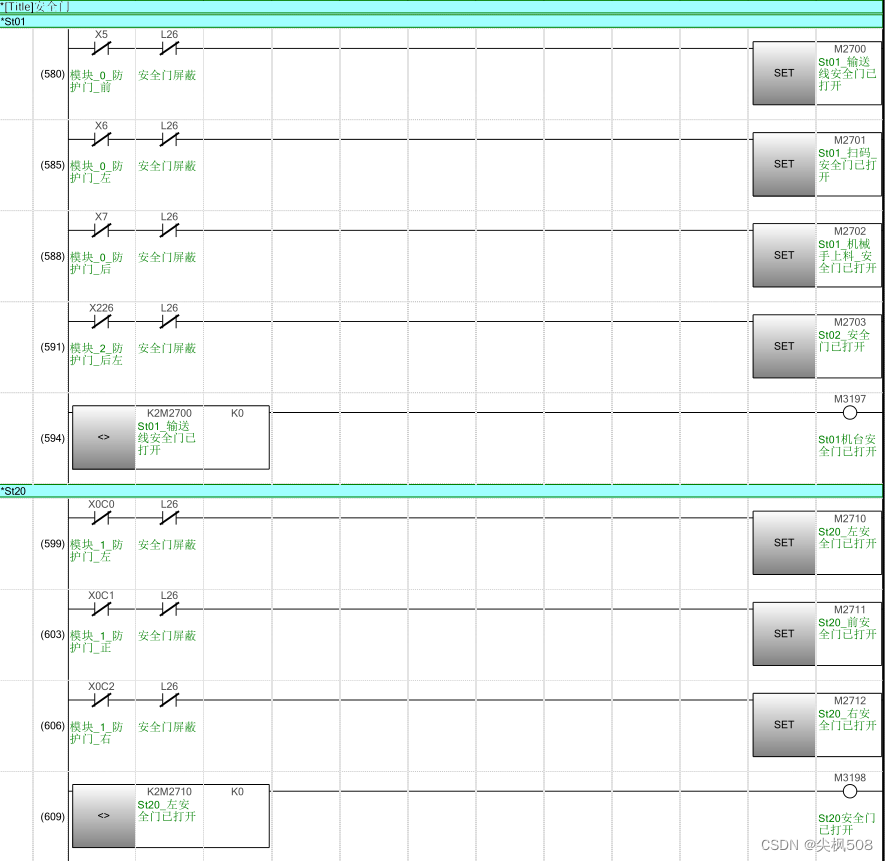
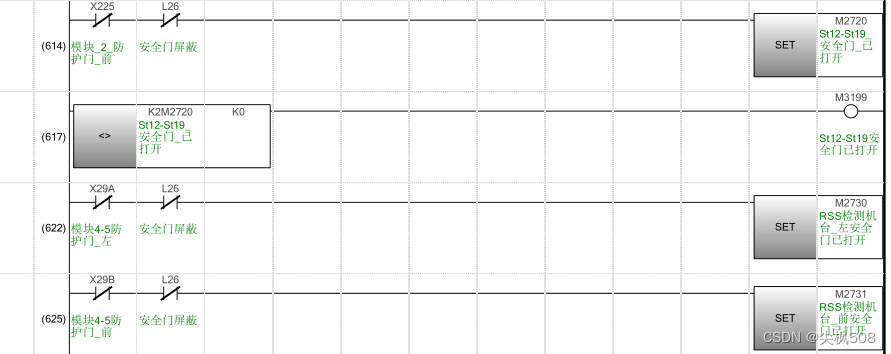
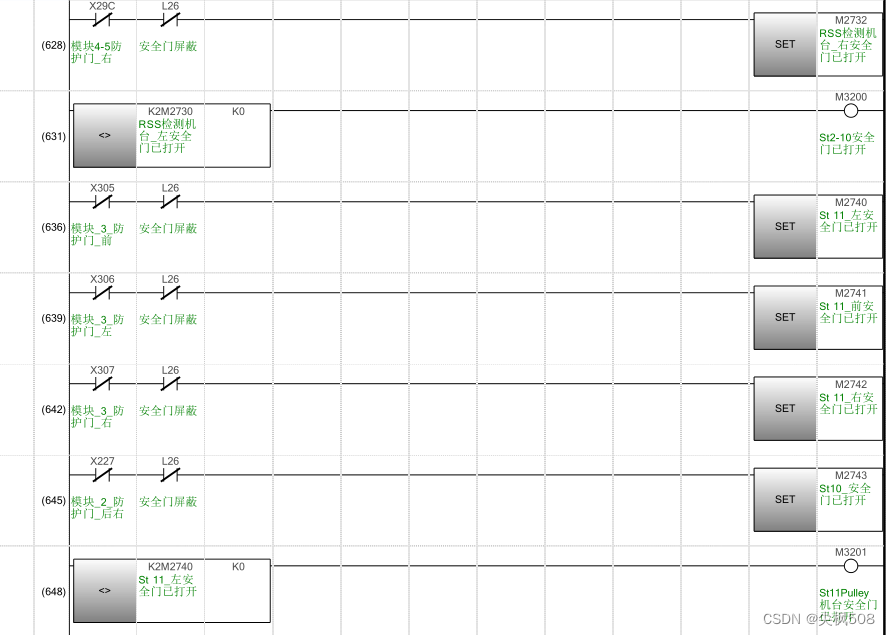
(二)安全门
(1)安全门信号
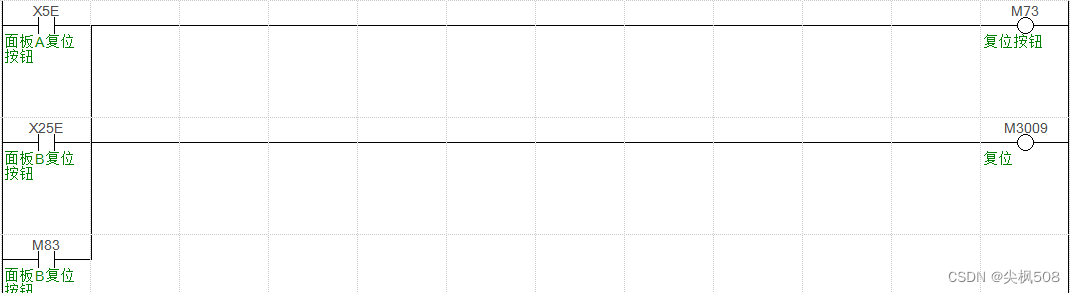
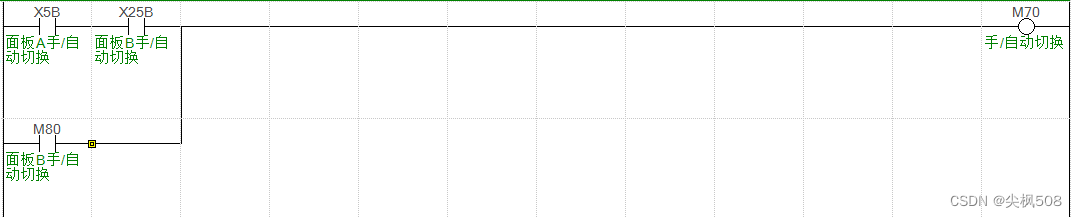
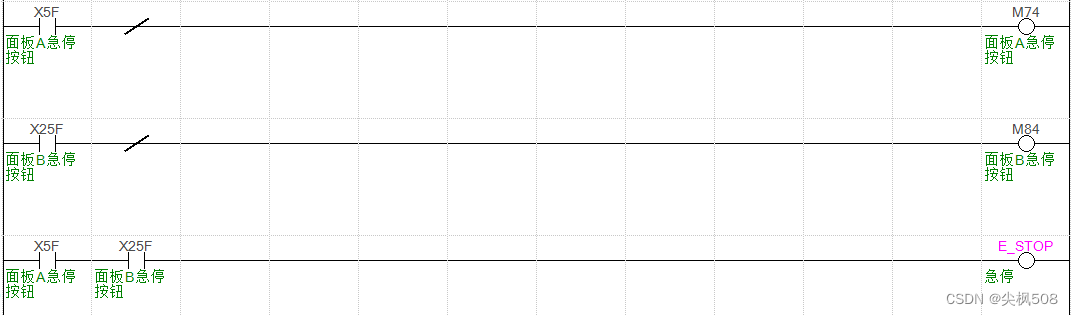
(三)操作面板
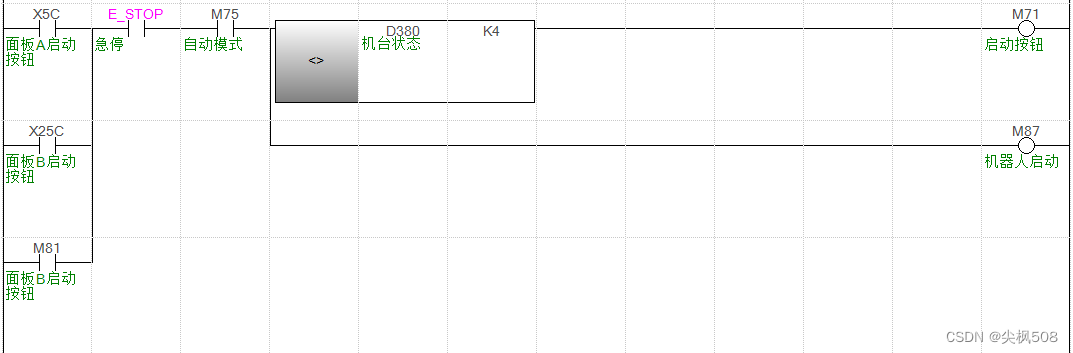
(1)硬件按钮、旋钮
启动、停止、复位、手动/自动切换开关、急停等信号汇总
启动
停止
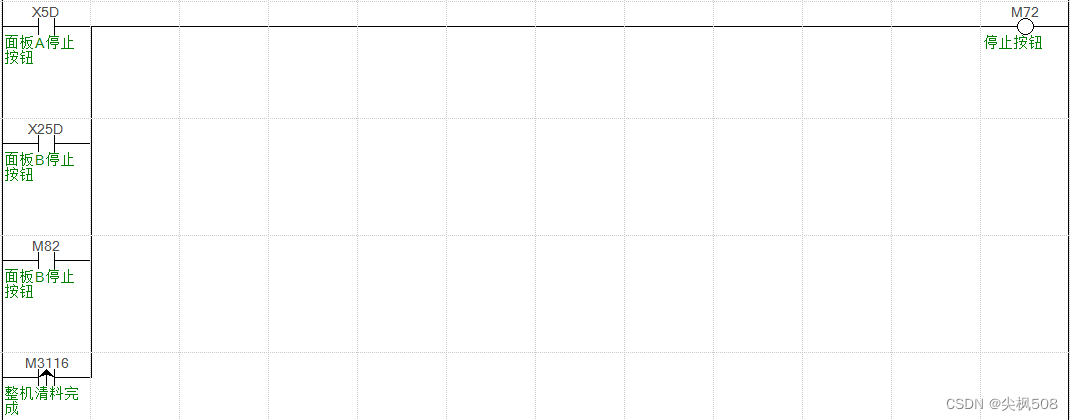
复位
手动/自动切换开关
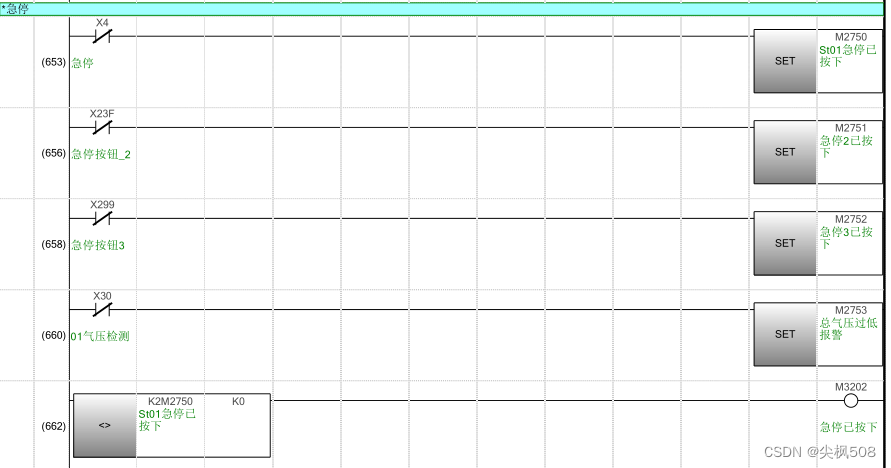
急停
(2)手动/自动模式、允许气缸操作、按钮灯等状态信号
手动/自动模式

允许气缸操作(放置HMI触控条件)

按钮灯
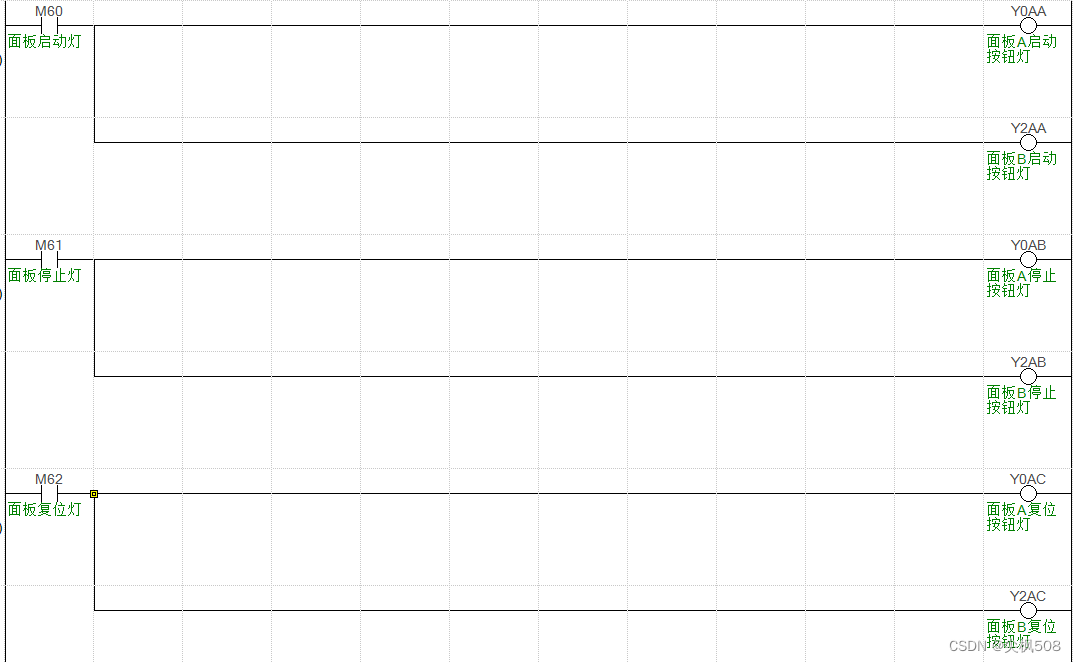
(3)如何退出自动运行中
- 手动模式下,长按三秒停止按钮退出自动运行中状态
(四)照明灯
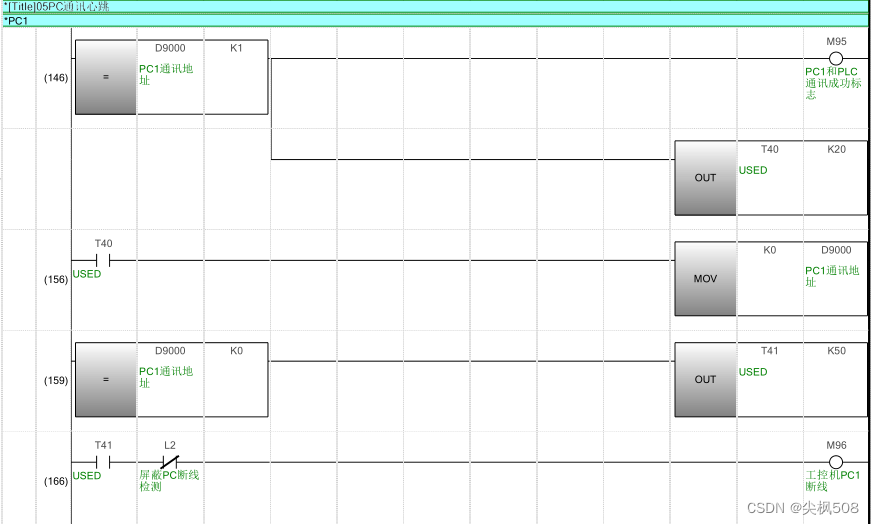
(五)通讯心跳
- PC心跳设定
- 机器人心跳—走Socket通信,不使用
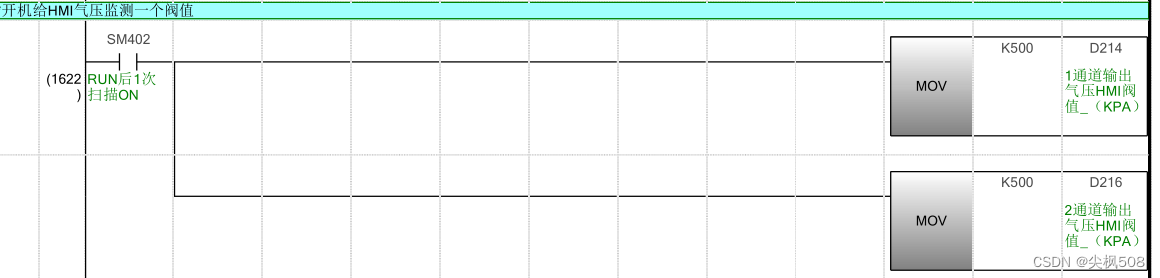
(六)三联阀总气压
- 总气压检测信号
(七)功能按钮
开启自动时,需要处理的功能按钮
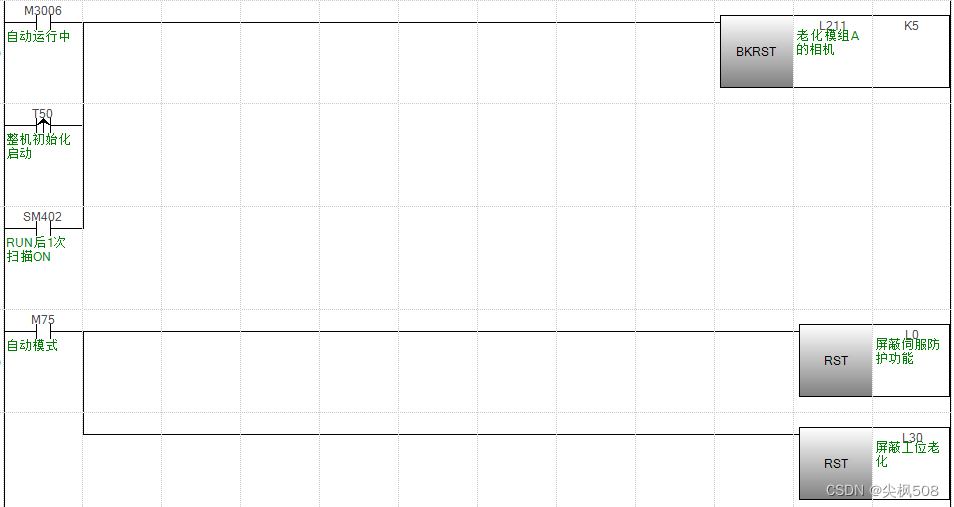
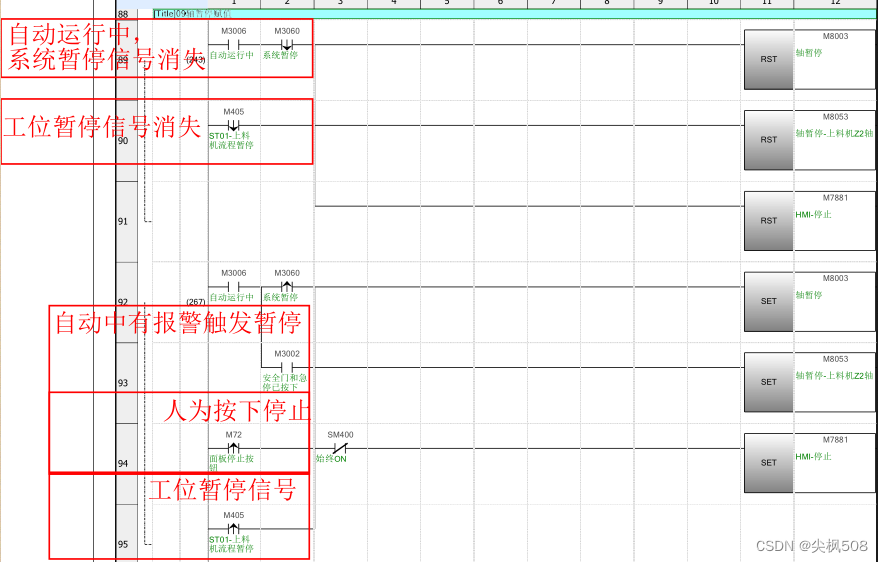
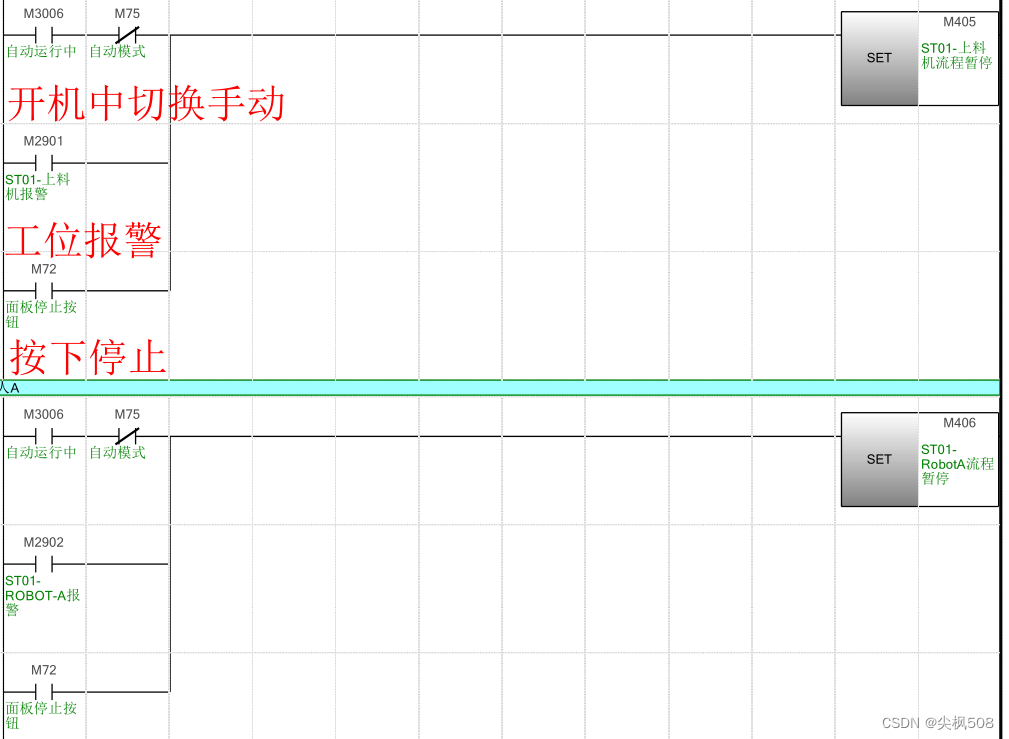
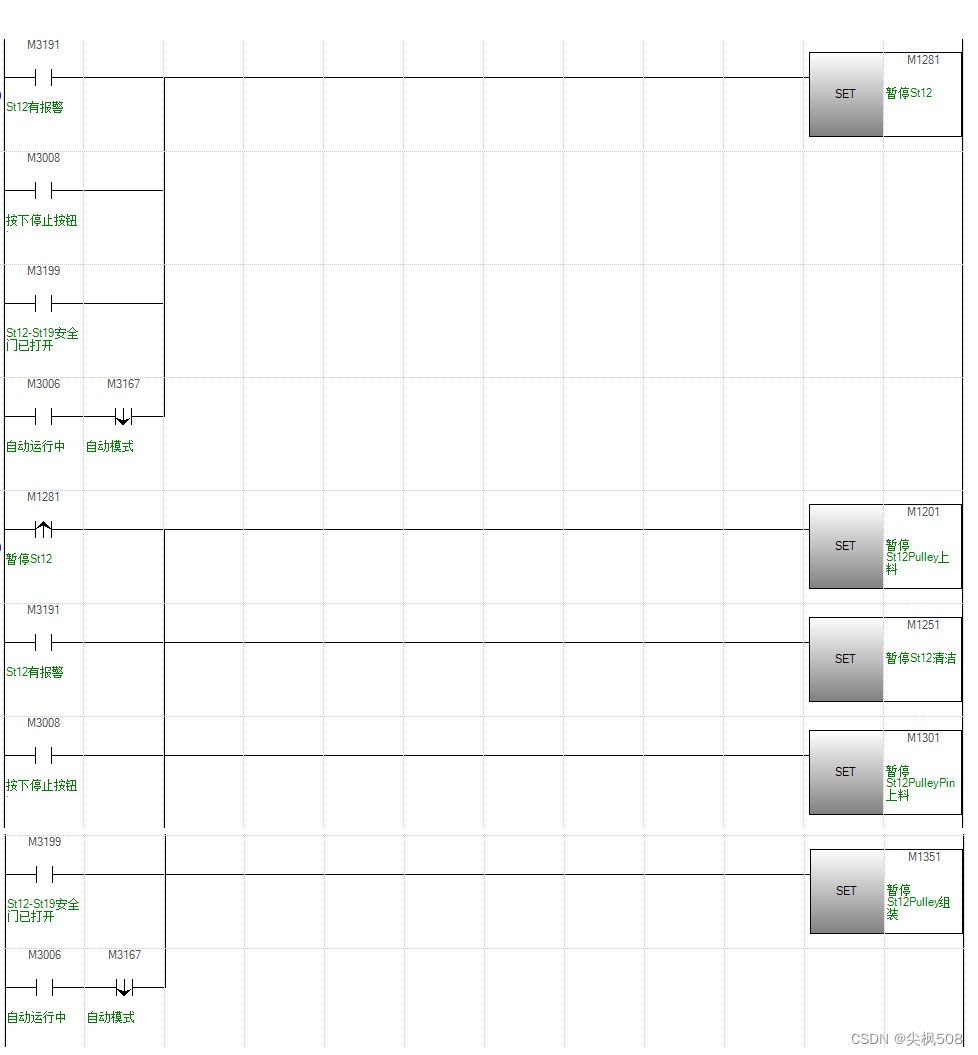
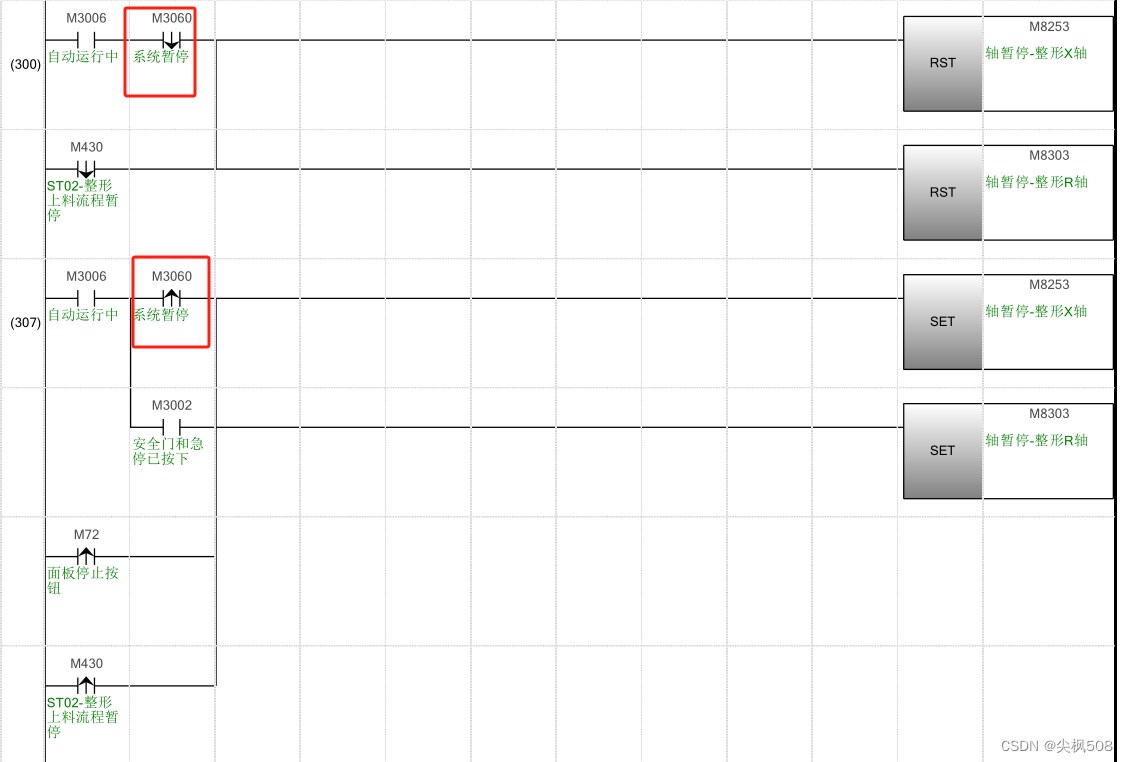
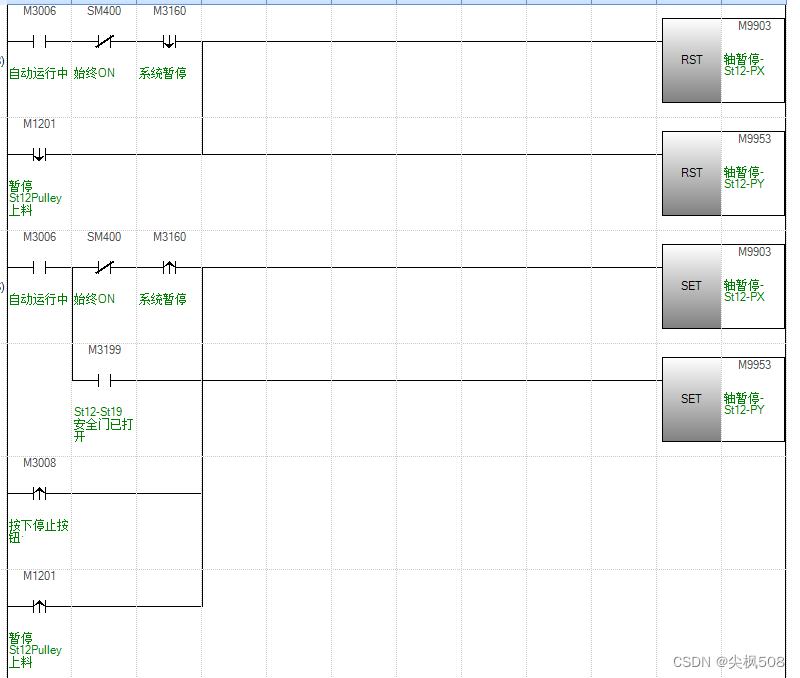
(八)轴暂停
工位轴暂停分3种形式触发:
- 对应工位暂停触发工位轴暂停
- 整机系统暂停触发工位轴暂停
- 人为按下停止
取消工位轴暂停有2种个形式:
- 自动运行中系统暂停信号消失
- 工位的暂停信号消失
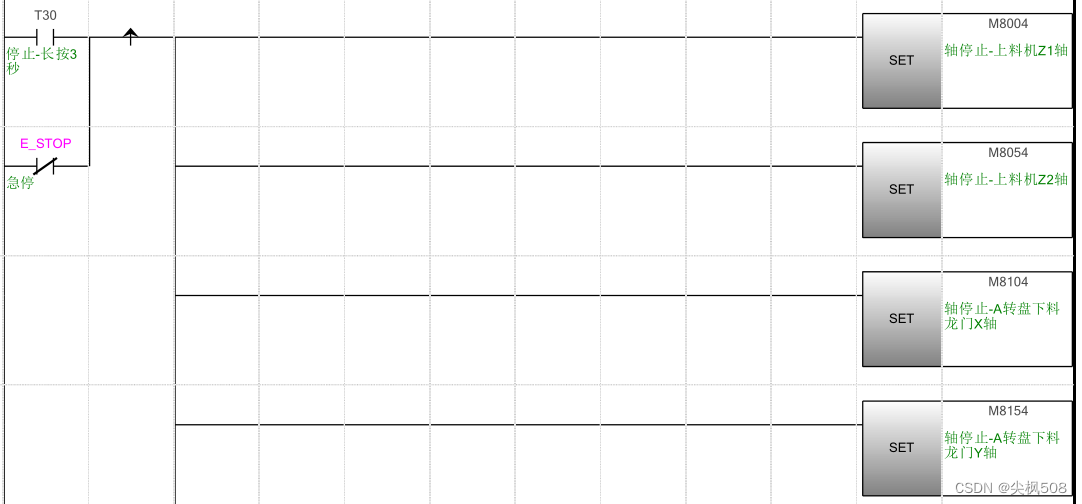
(九)轴停止
(十)轴移动-手动
-
多轴联动情境
将可动条件串联、移动按钮共用一个
-
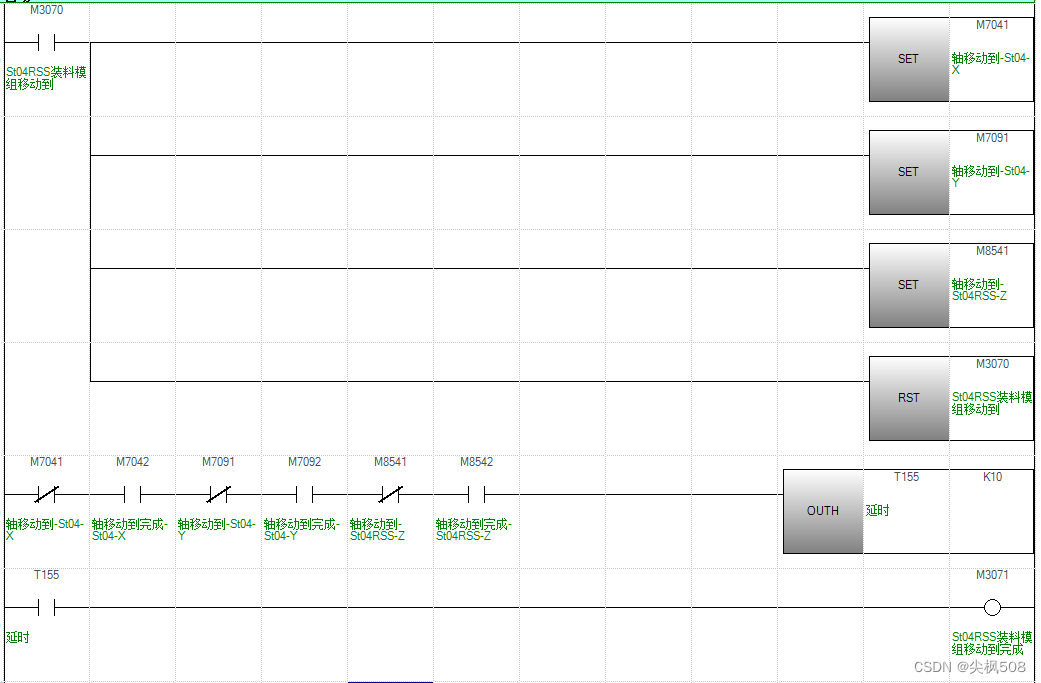
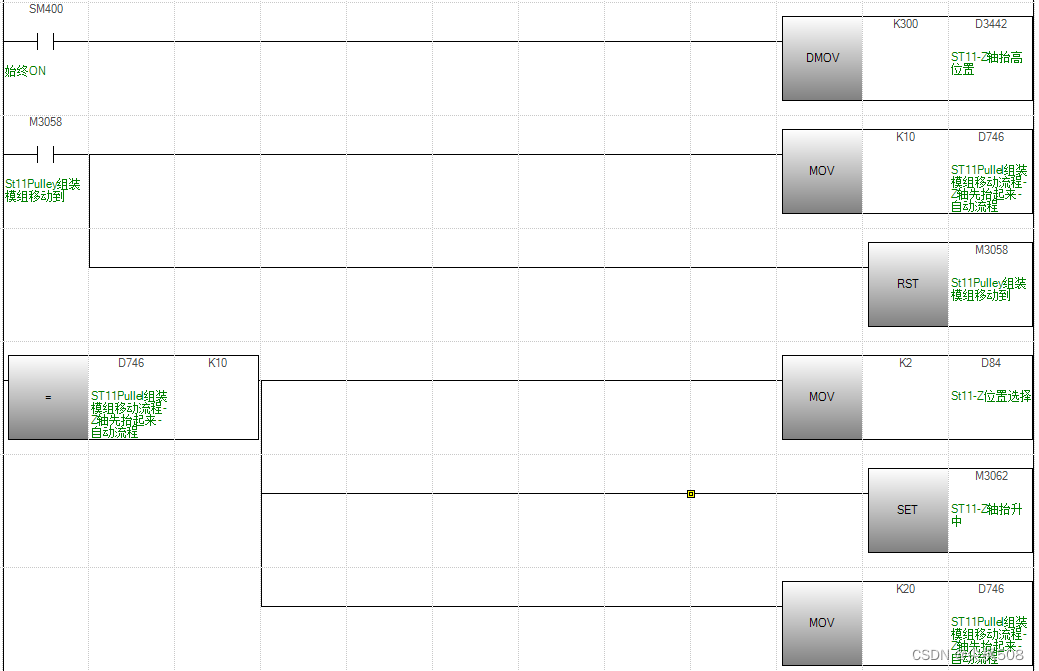
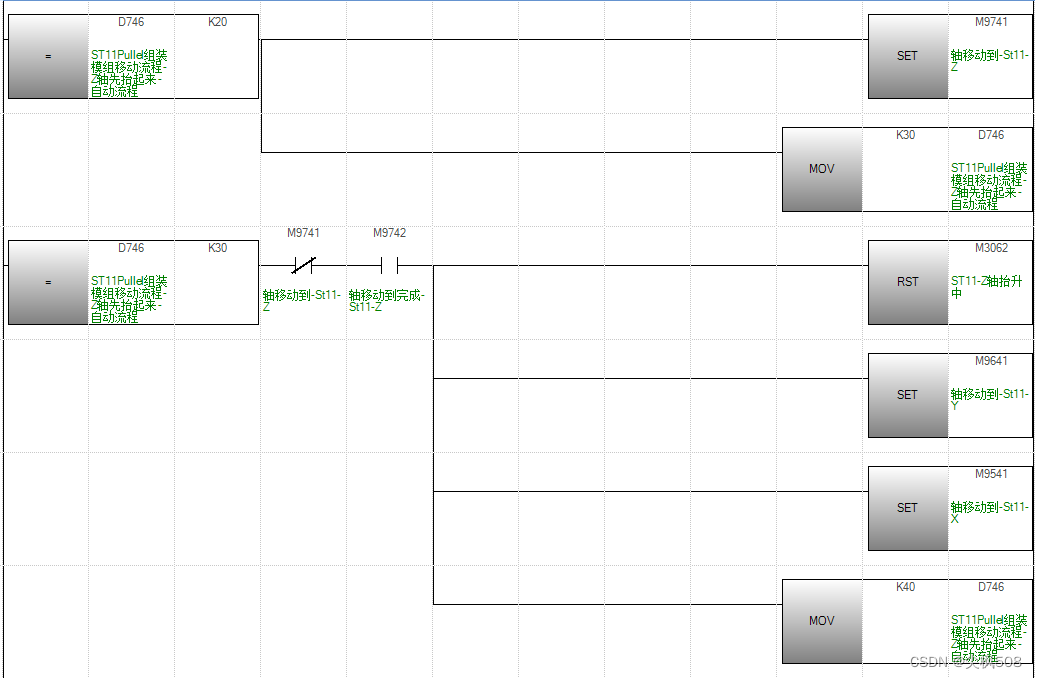
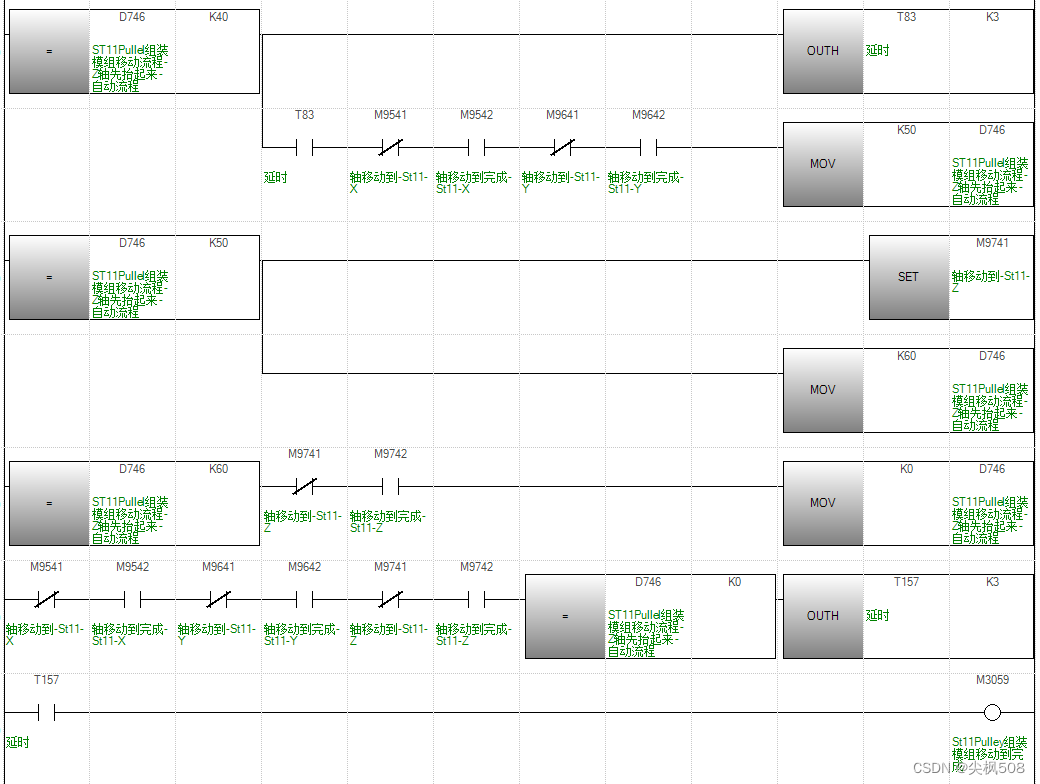
轴动作需抬气缸情境或多轴联动先抬Z轴情境
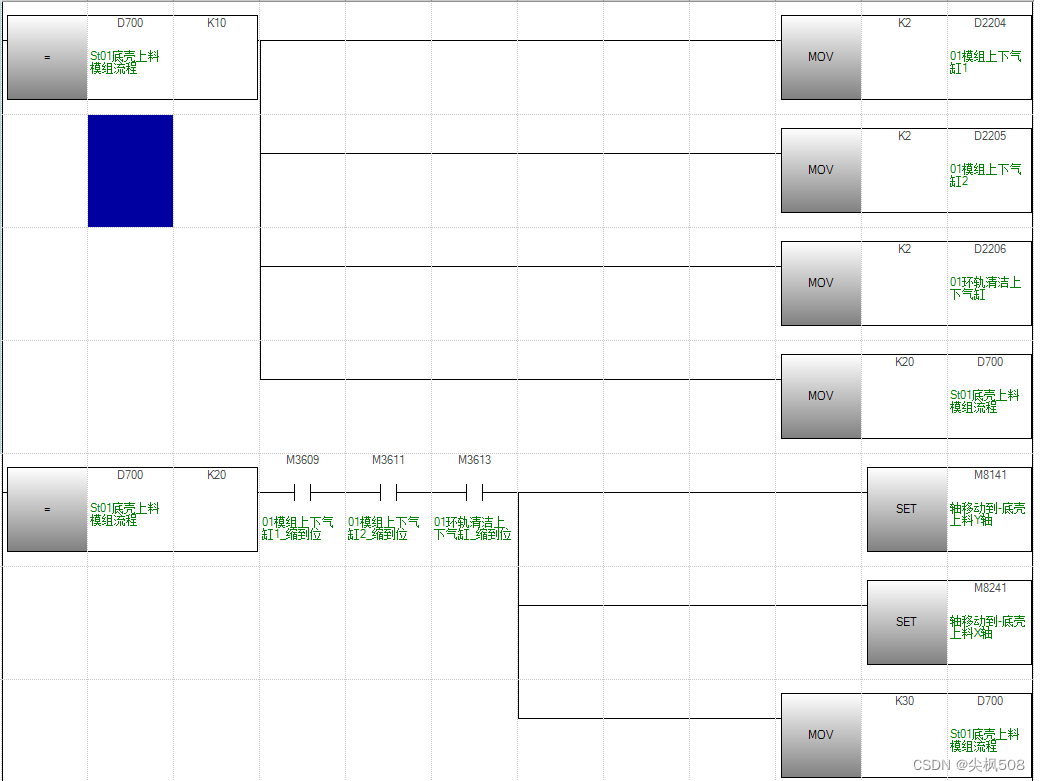
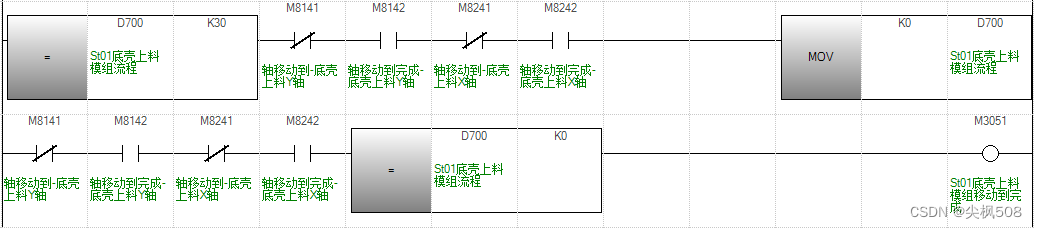
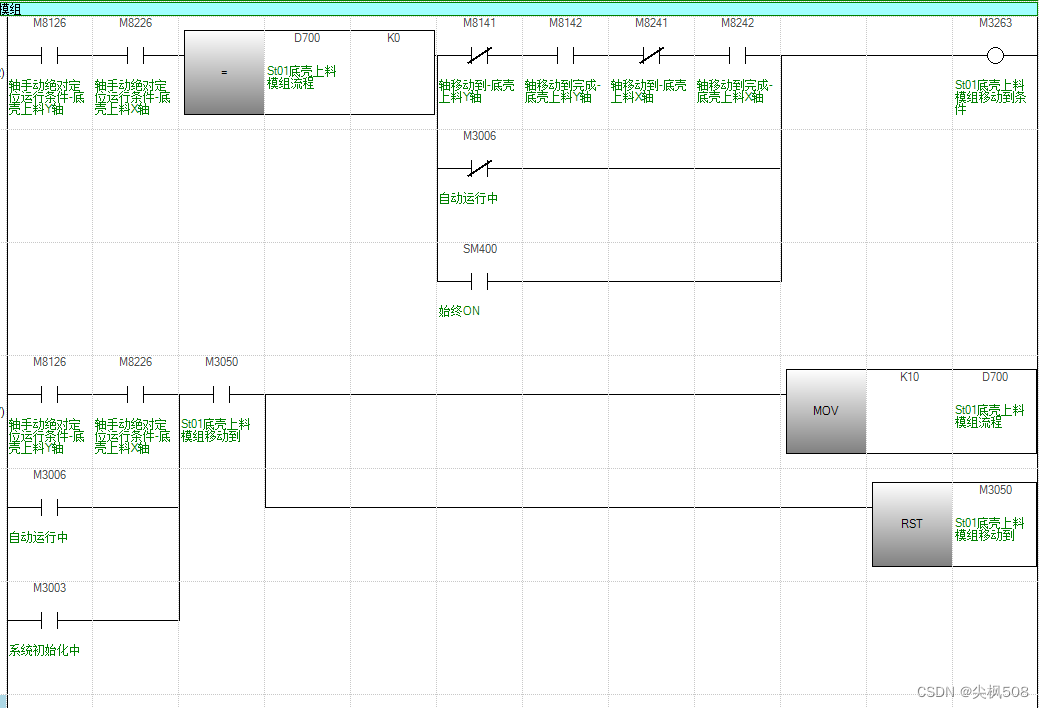
(十一)轴移动-自动(动作方式/防护条件与手动不一致时)
运动方式与防护方式与手动一致时,可以不用另写“轴移动-自动”代码
-
多轴联动情境-同上述的此章第(九)节第1点
-
轴动作需抬气缸情境或多轴联动先抬Z轴情境-同上述的此章第(九)节第2点
十一、02_InOut
主要对程序一些非气缸信号作延时,使取到的是稳定信号或者输出一定时间的信号

(一)In
FbSensor_50(i_Sensor:= X26C ,SensorTime:= K2 ,O_Sensor=> M270 );//下料机-料盘放反检测 屏蔽地址L
FbSensor_51(i_Sensor:= X26D ,SensorTime:= K2 ,O_Sensor=> M271 );//下料机-料盘有无检测 屏蔽地址L
FbSensor_52(i_Sensor:= X26E ,SensorTime:= K2 ,O_Sensor=> M272 );//下料机-料盘限高检测 屏蔽地址L
FbSensor_53(i_Sensor:= X26F ,SensorTime:= K2 ,O_Sensor=> M273 );//下料机-料盘底部到位检测 屏蔽地址L
FbSensor_54(i_Sensor:= X270 ,SensorTime:= K0 ,O_Sensor=> M274 );//下料机-Z轴上料盘减速检测 屏蔽地址L
FbSensor_55(i_Sensor:= X271 ,SensorTime:= K0 ,O_Sensor=> M275 );//下料机-Z轴上料盘到位检测 屏蔽地址L
FbSensor_56(i_Sensor:= X272 ,SensorTime:= K5 ,O_Sensor=> M276 );//下料机-料盘回收满料检测 屏蔽地址L
FbSensor_57(i_Sensor:= X273 ,SensorTime:= K0 ,O_Sensor=> M277 );//下料机-上料盘-安全光栅 屏蔽地址L
FbSensor_58(i_Sensor:= X274 ,SensorTime:= K0 ,O_Sensor=> M278 );//下料机-收料盘-安全光栅 屏蔽地址L
(二)Out
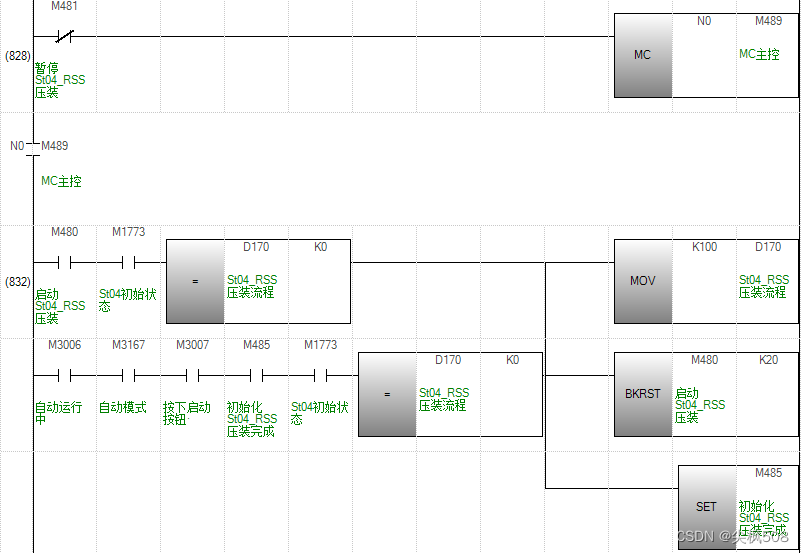
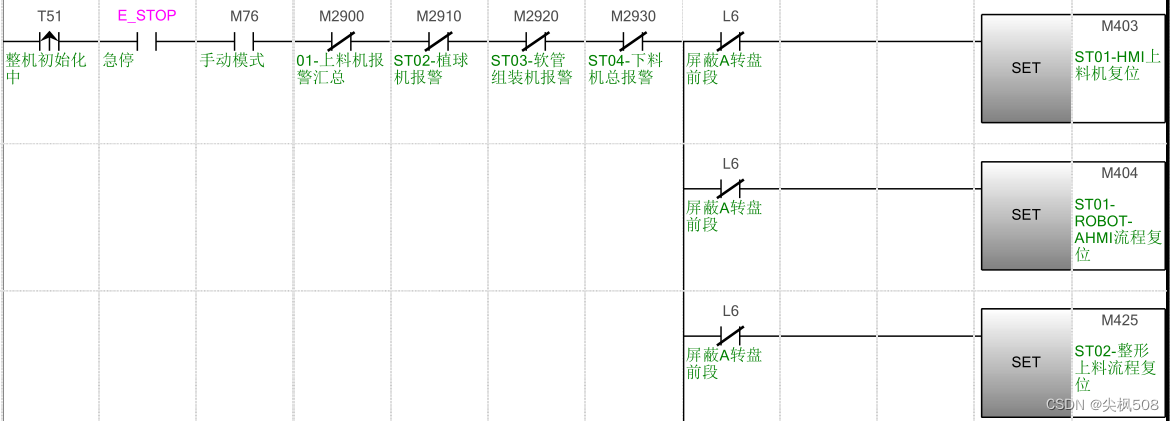
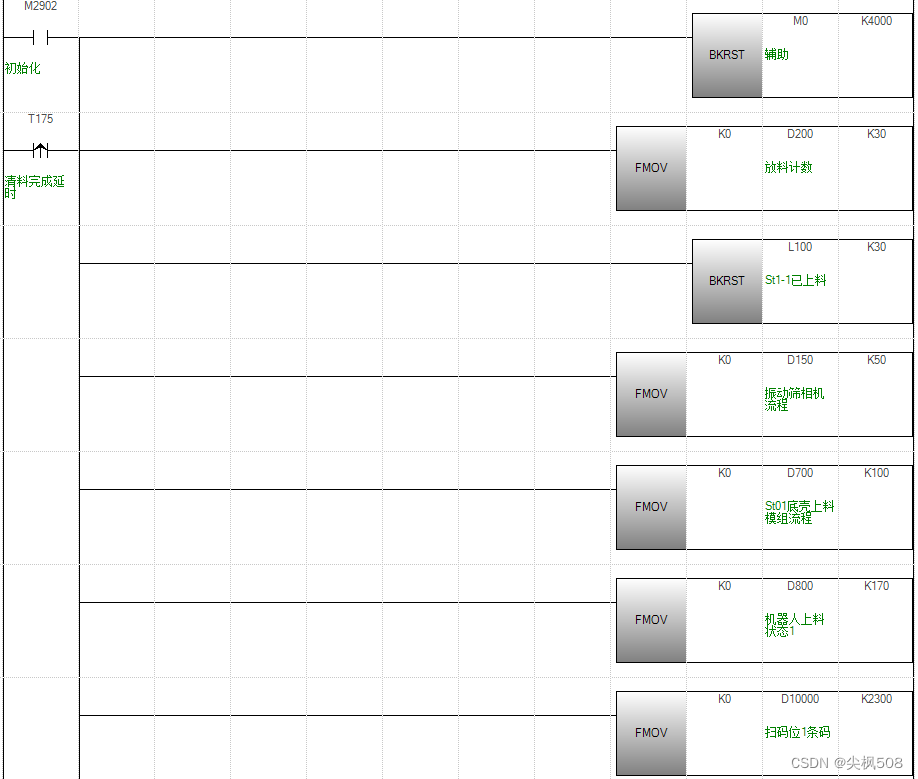
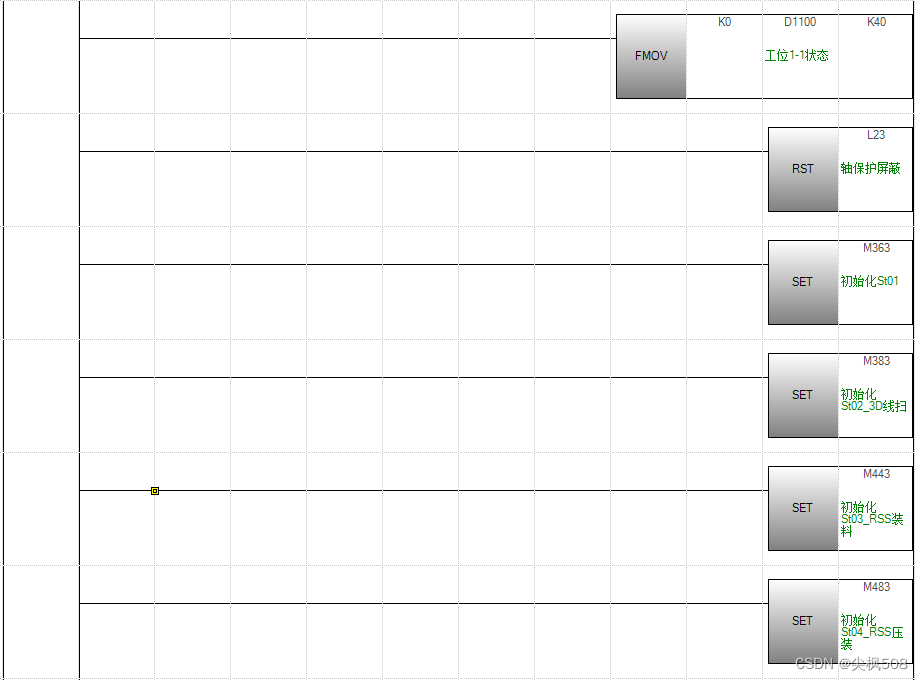
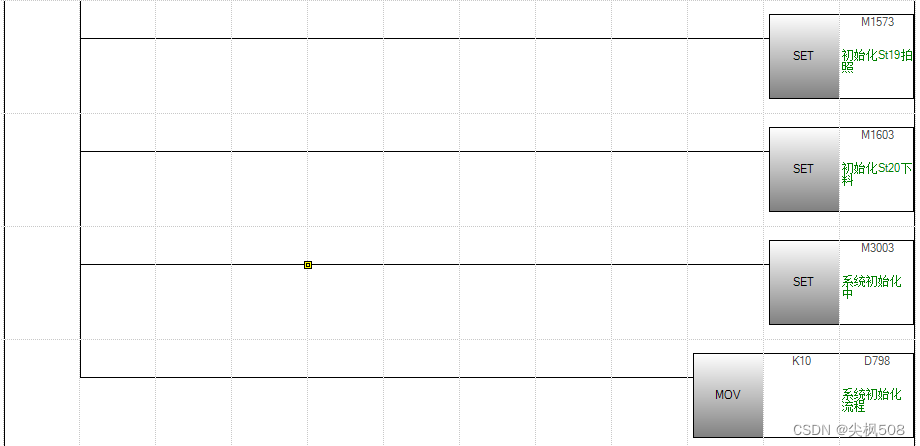
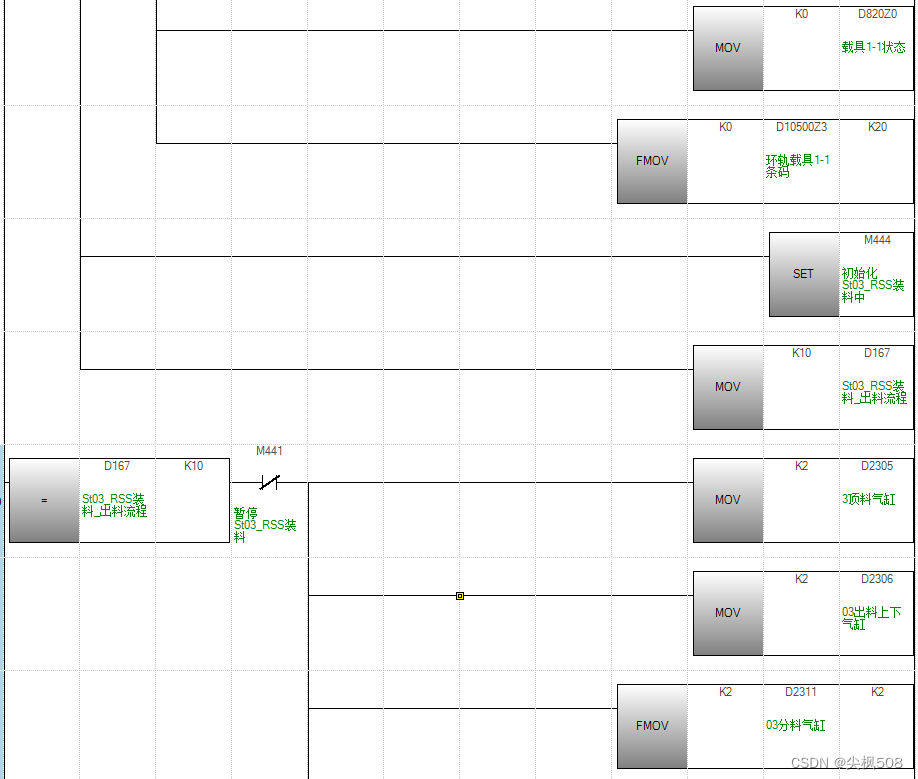
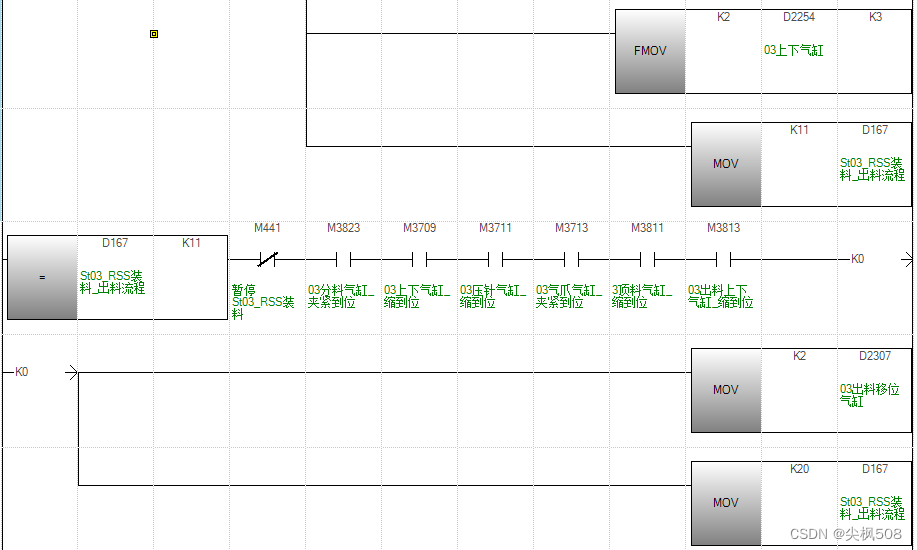
十三、03_Init:流程触发代码和工位复位主代码
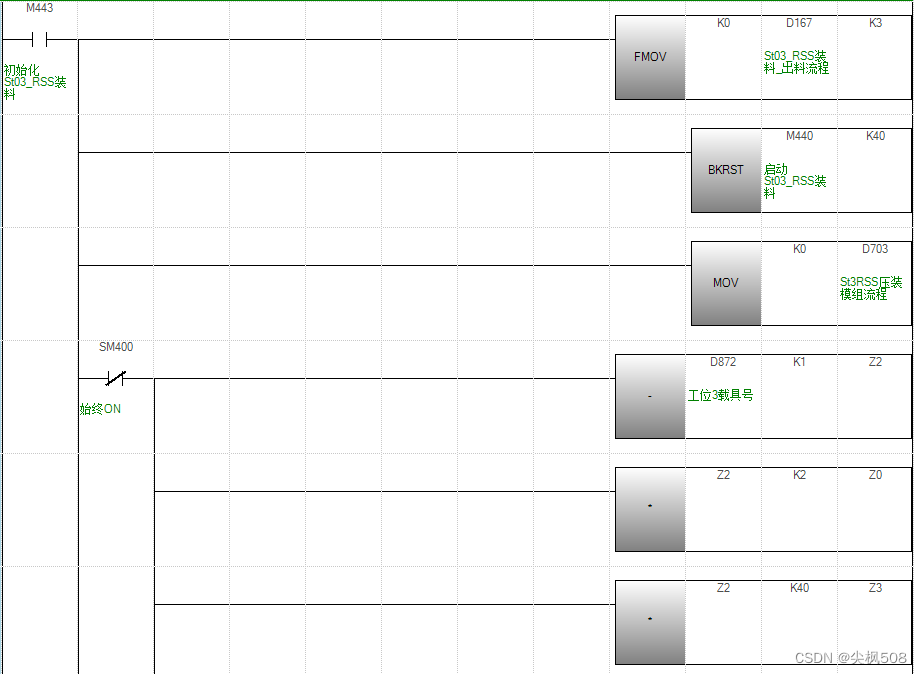
(一)总电源上电初始化寄存器与继电器状态

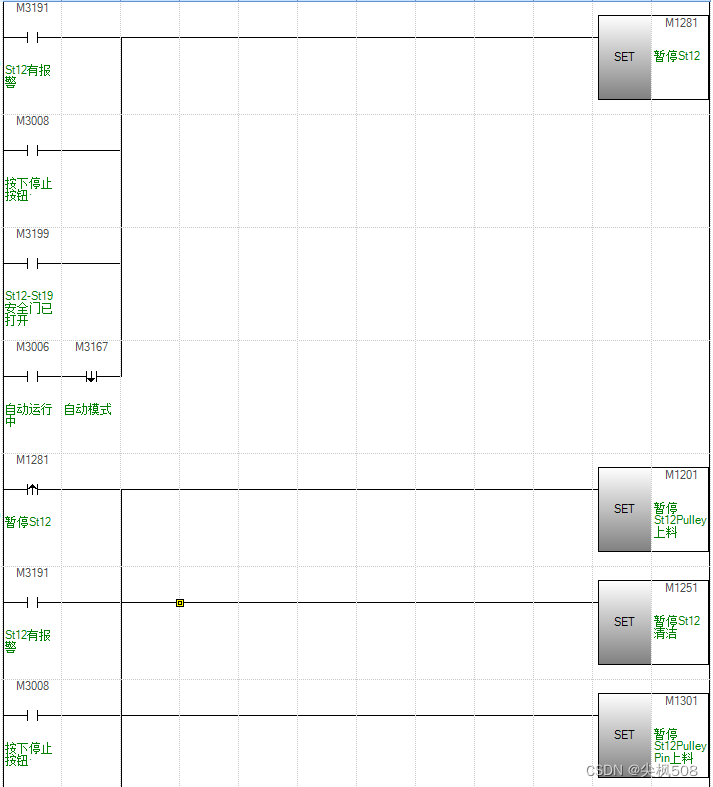
(二)工位暂停与暂停解除方法
(1)工位暂停
方式一:
方式二:
一个工位有4个小工位
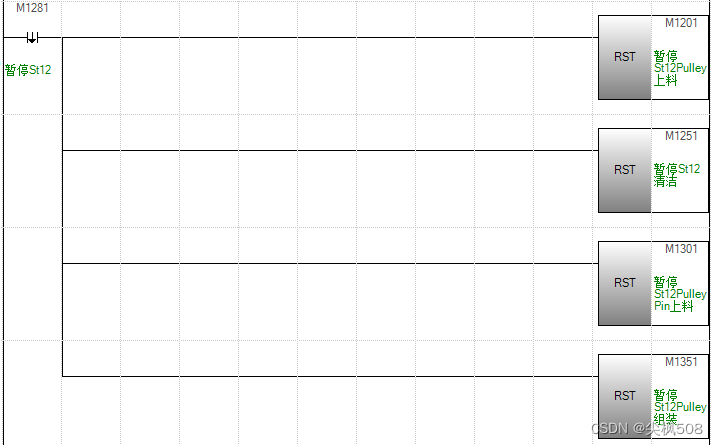
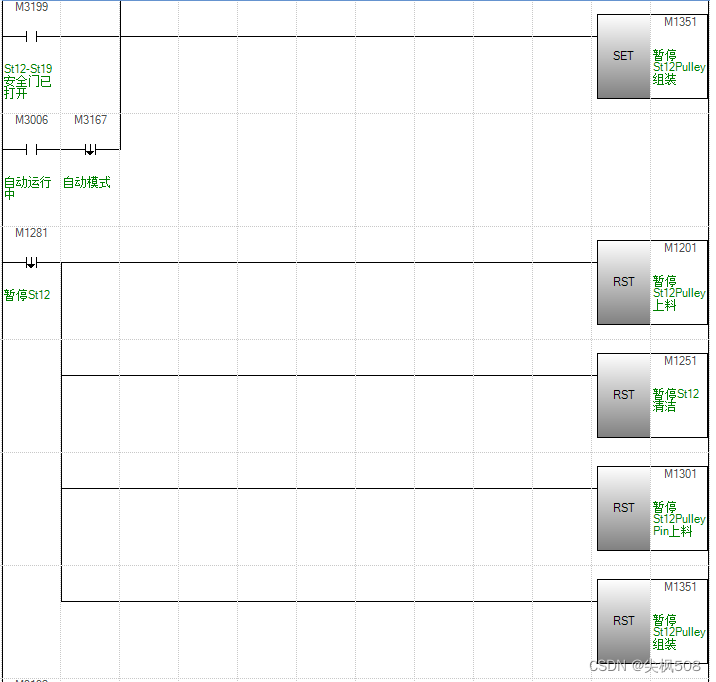
(2)工位暂停解除
方式二:

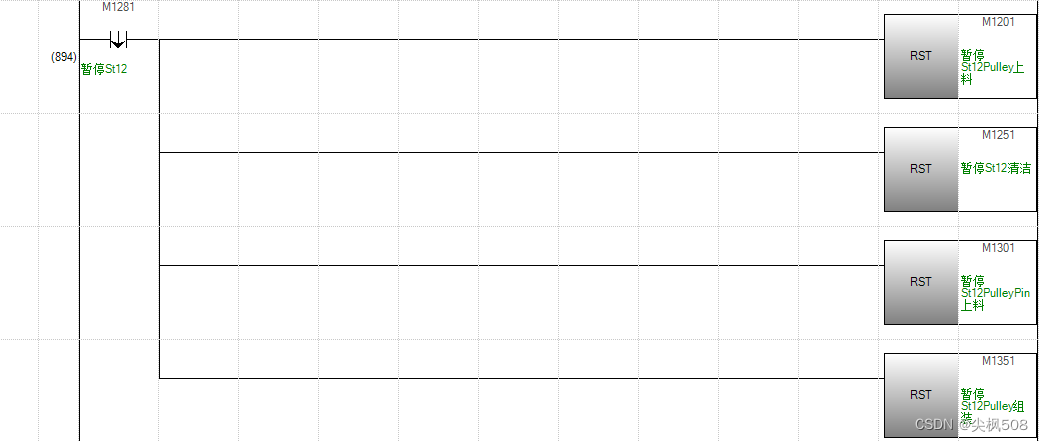
(3)工位暂停提示
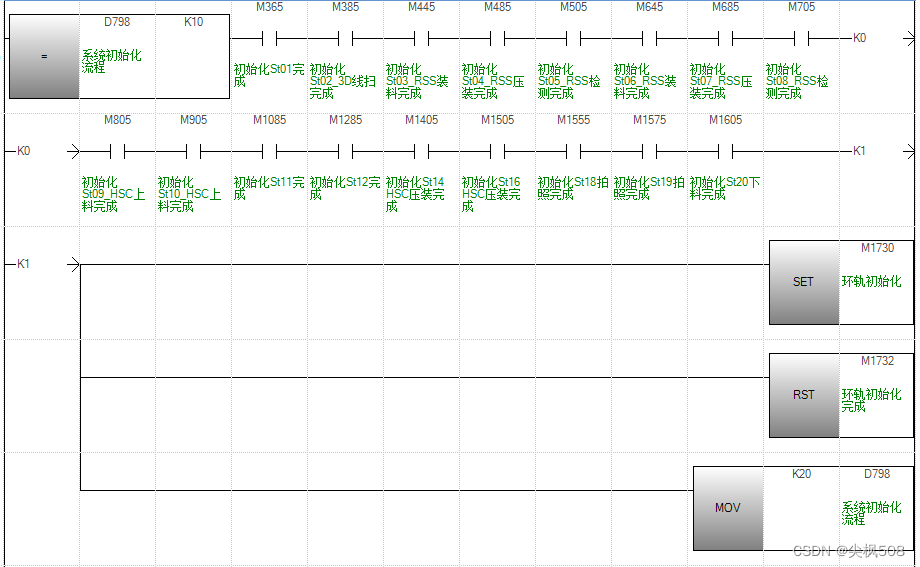
(三)启动整机自动流程
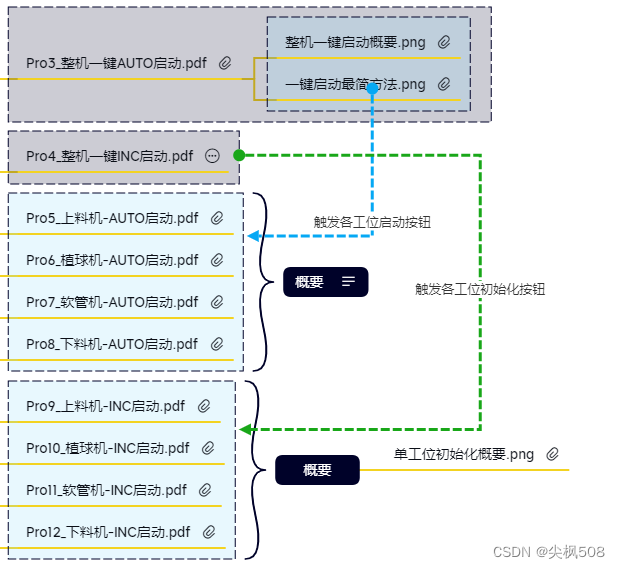
- 整机一键自动、一键触发代码思维图
依主页的整机启动、整机初始化按钮触发每个工位的自动与初始化按钮,每个工位收到信号则进行相应流程
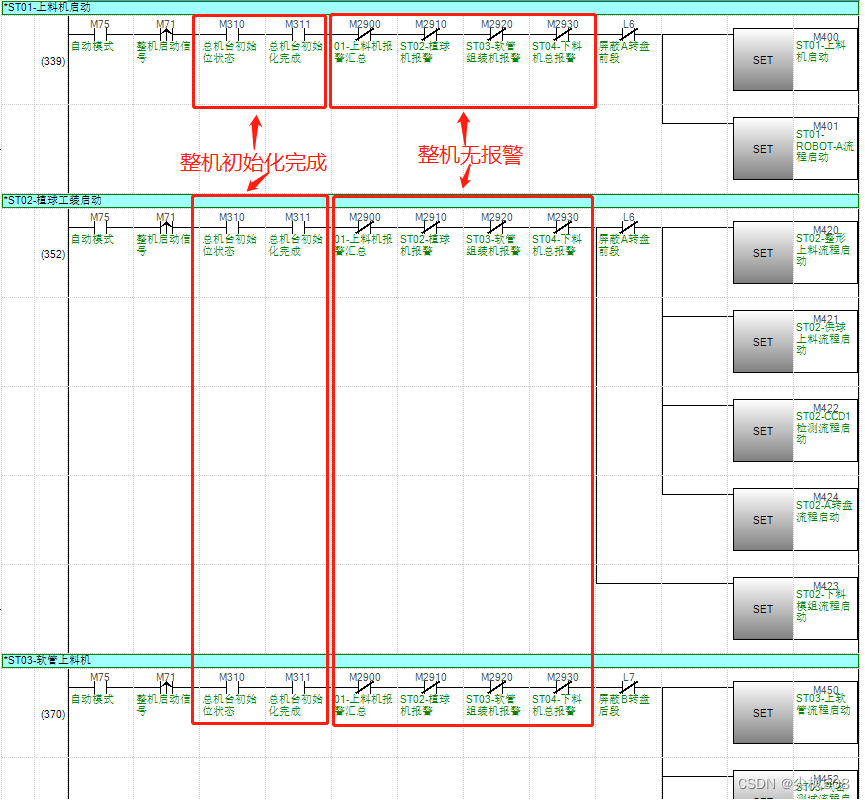
(1)整机一键启动各个工位启动按钮信号
方式一二两种不同方式,一一对应关系,需分开看
(A)方式一
设备状态
整机一键启动代码(触发启动按钮信号)

(B)方式二
这种方法代码量最少,也最简
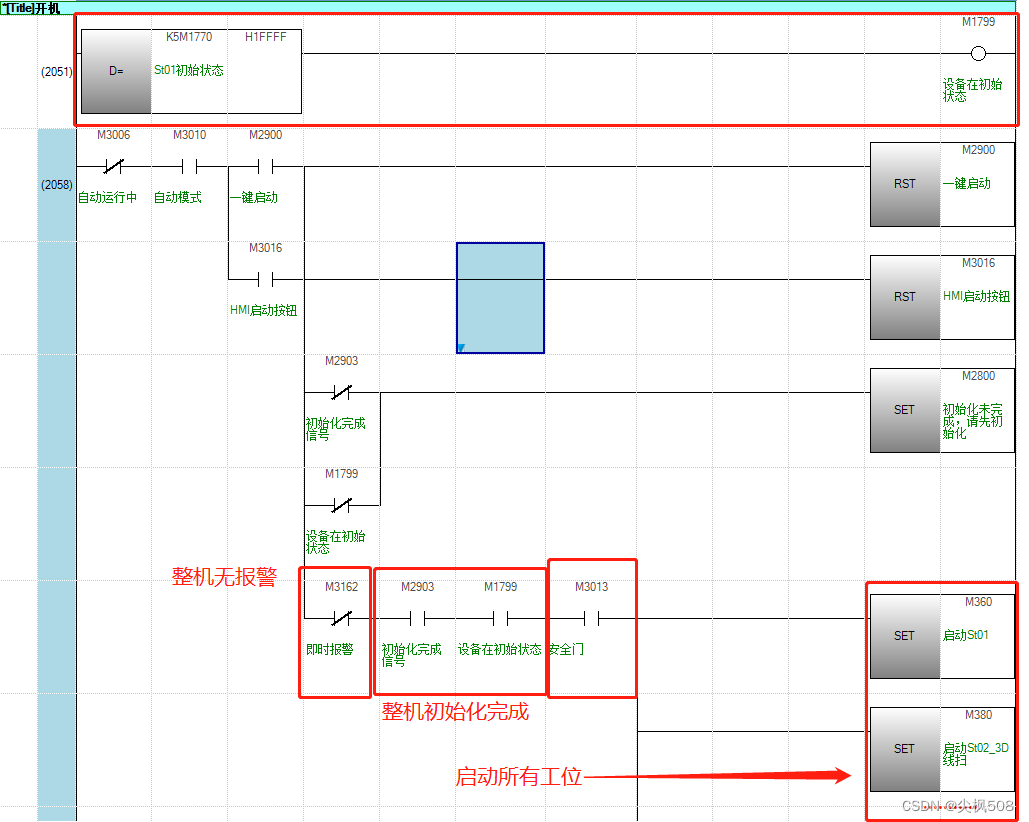

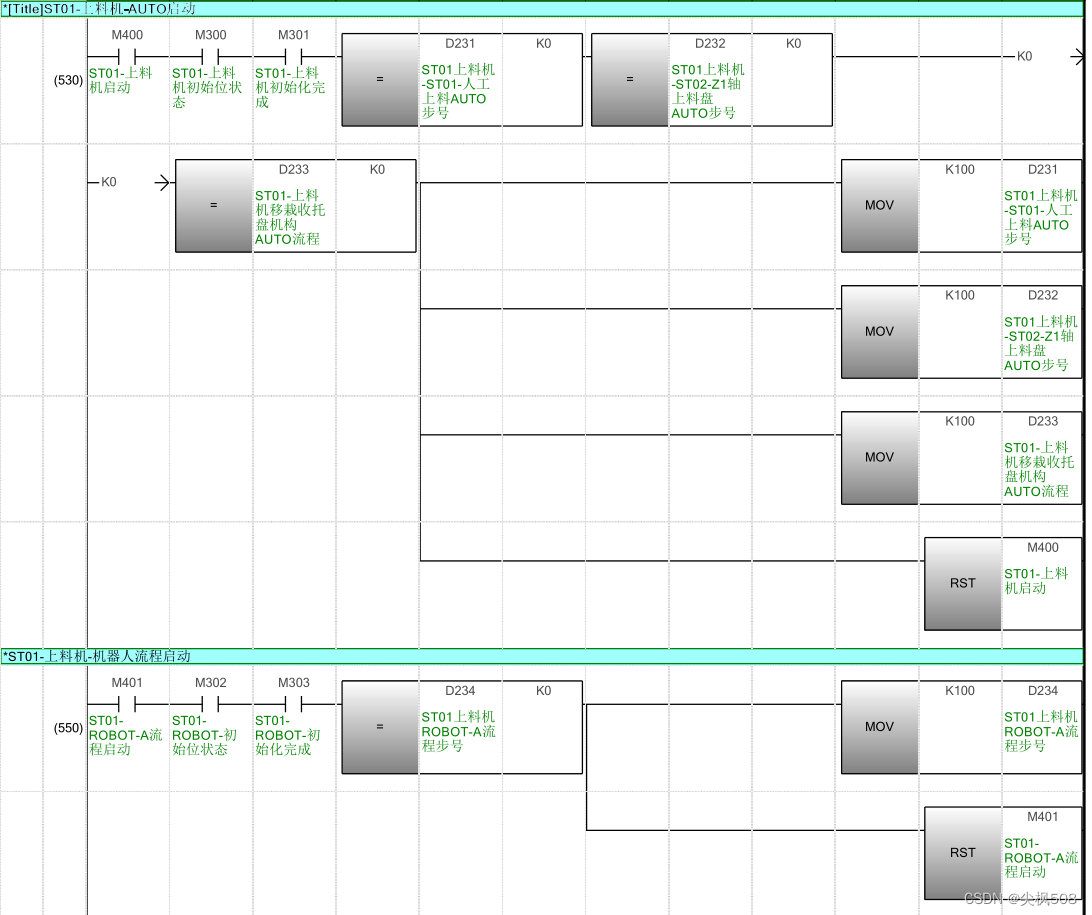
(2)各个工位启动按钮信号触发具体流程步号
方式一二两种不同方式,一一对应关系,需分开看
(A)方式一
LD "工位启动"
LD "工位初始化完成"
LD "工位初始状态"
= "流程步号1" K0
= "流程步号2" K0
MOV K100 “流程步号1”
MOV K100 “流程步号2”
//RST "工位暂停"
RST "工位启动"
(B)方式二
方式二一键开自动省写代码,将在这里补回
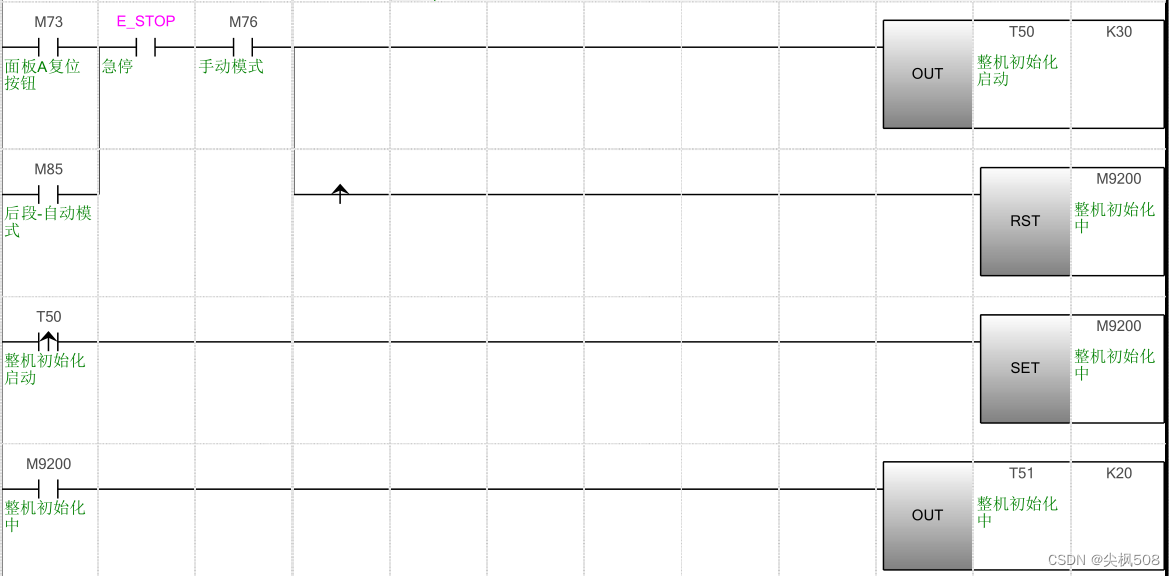
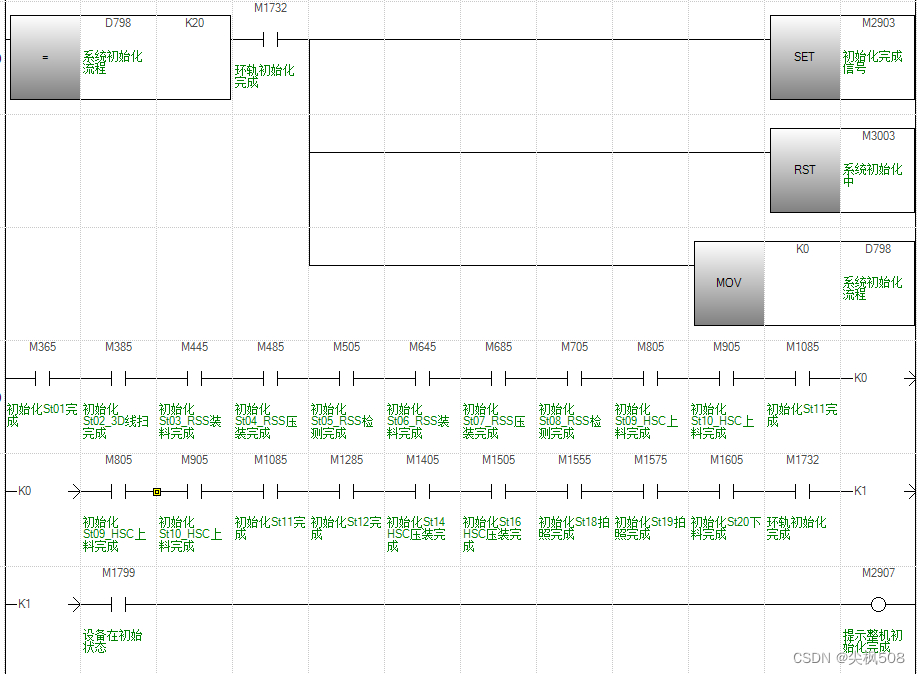
(四)启动整机复位流程
(1)整机触发每个工位初始化的按钮信号
方式一二两种不同方式,一一对应关系,需分开看
(A)方式一
手动模式存在复位信号3秒或初始化信号M存在3秒,触发整机每个工位初始化的按钮信号。
注意,L0-L49是工位屏蔽类和物料屏蔽类,不用复位,L50-L100是强制OK类锁存器,要复位。
. ------------ ------------------ ------------- -------------------- ------------------------

(B)方式二
(2)工位初始化按钮信号触发具体动作
方式一二两种不同方式,一一对应关系,需分开看
(A)方式一
触发一个主控M点,此M点控制初始化的动作
. ----------------------------------------------------
(B)方式二
.--------------------------------------------------------------------------
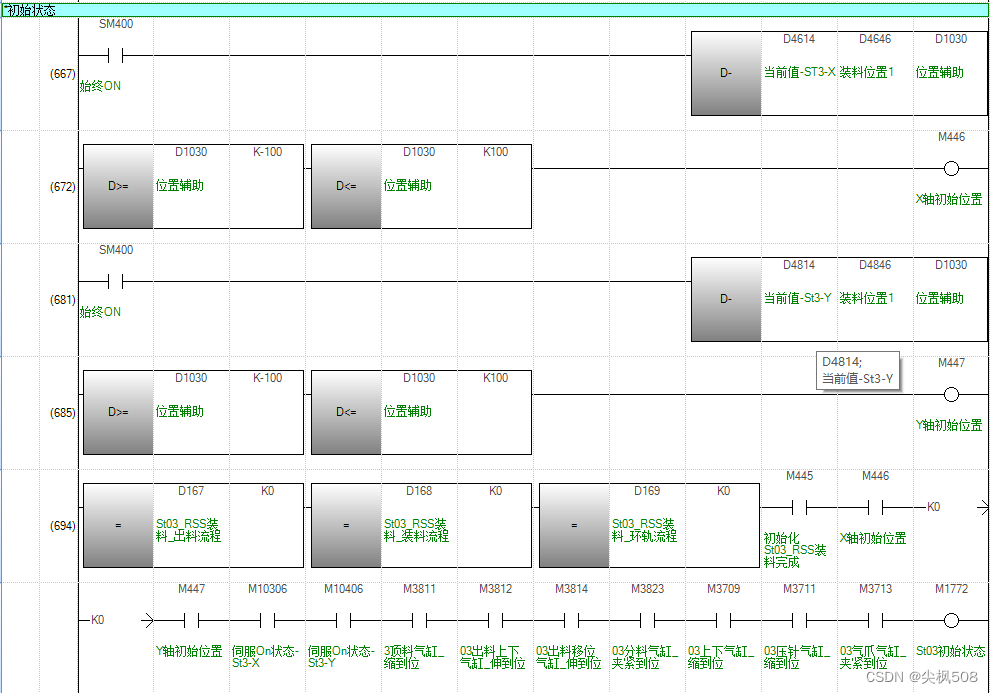
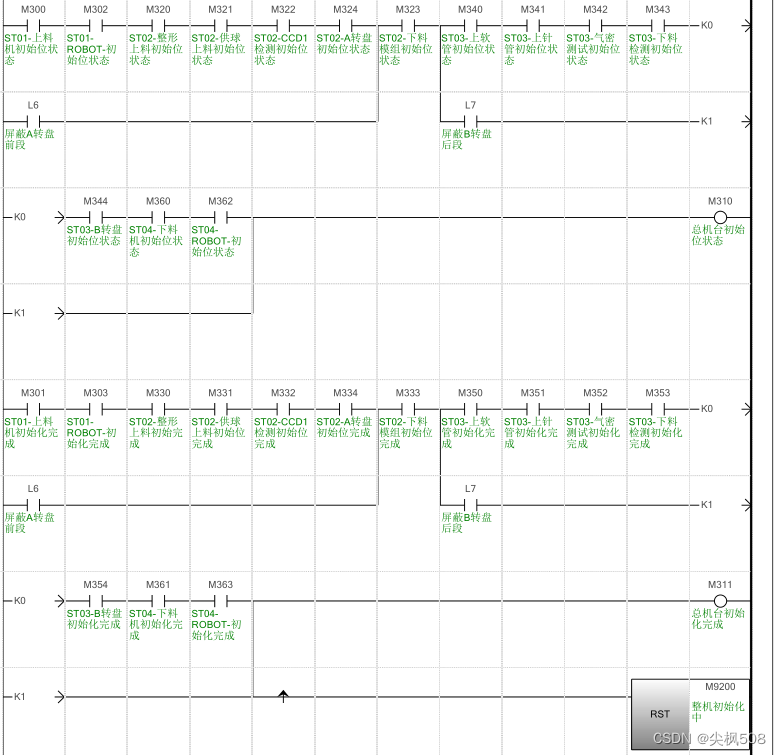
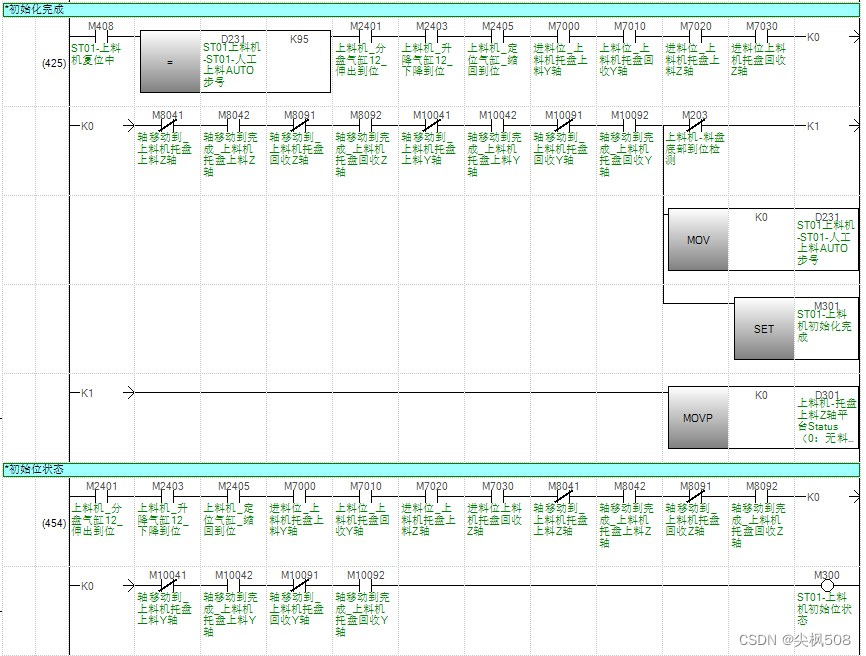
(3)初始化状态判断(完成状态与工位实时状态)
方式一二两种不同方式,一一对应关系,需分开看
(A)方式一
(B)方式二
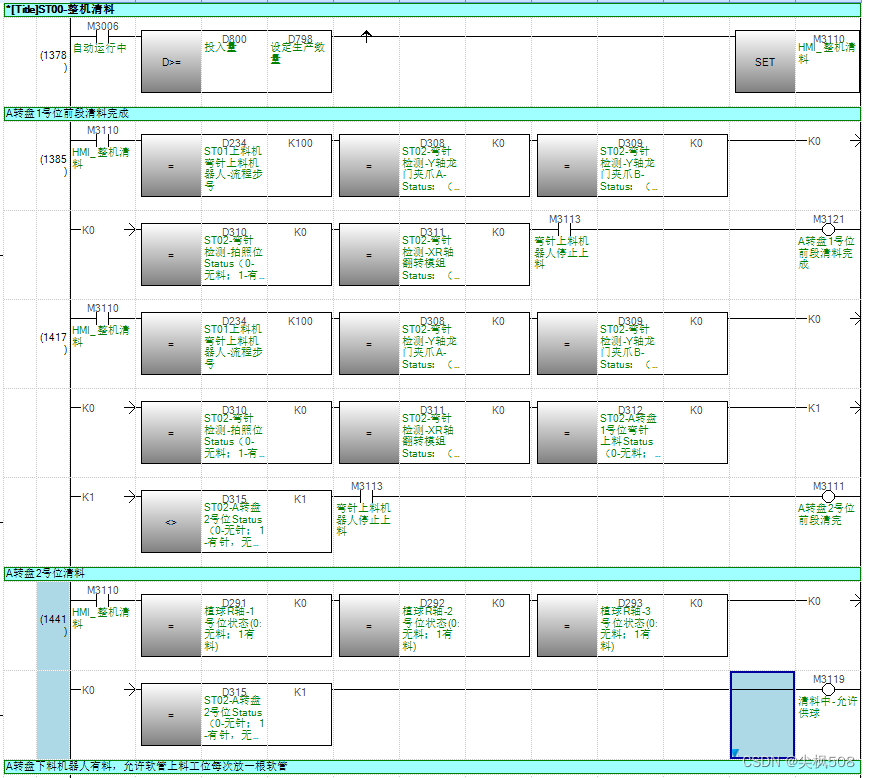
(五)自动运行中整机清料流程
将清料处理代码放这里,统一管理,自动流程里拦截的L、M可以由体现到达了哪里
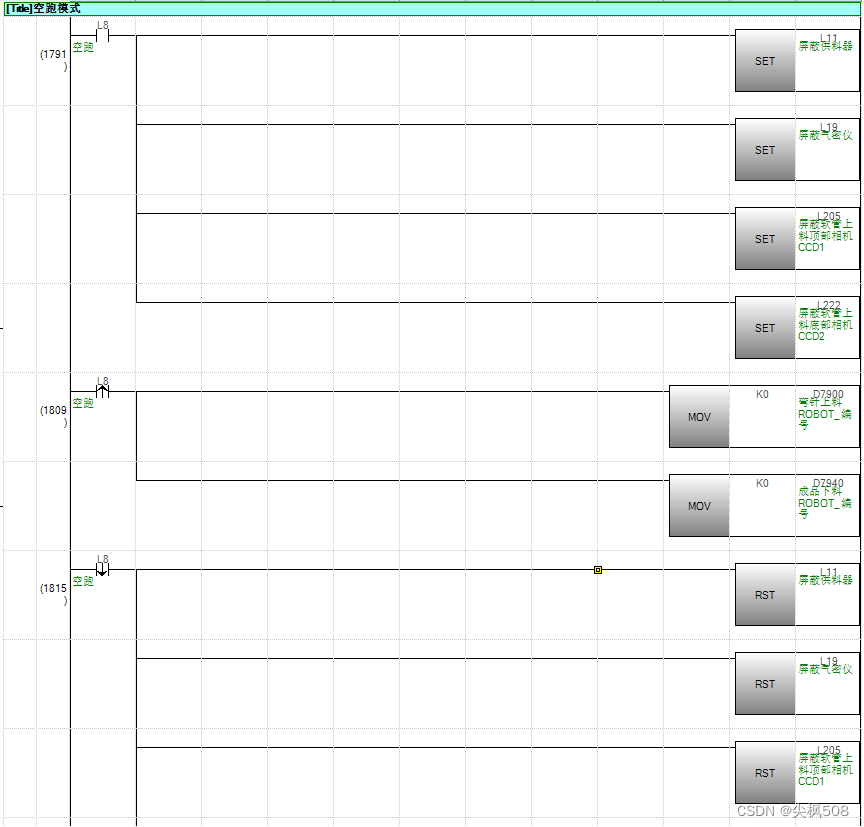
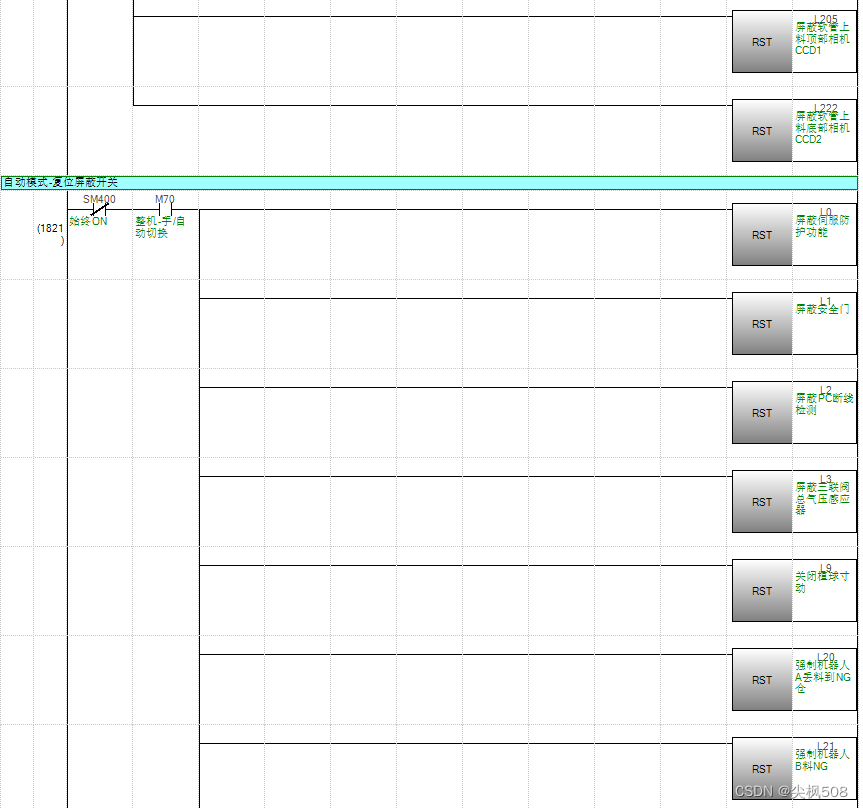
(六)整机空跑模式
一键将所有空跑老化模式按钮开启
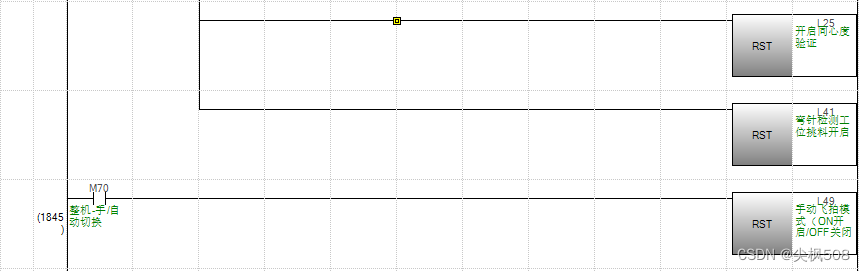
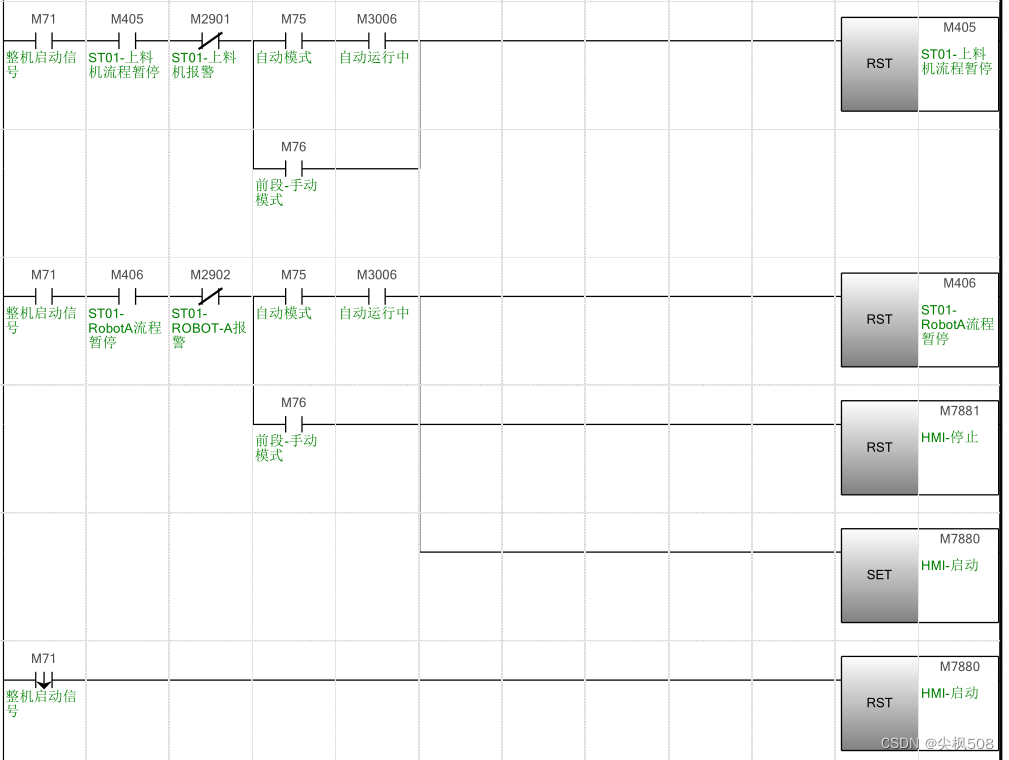
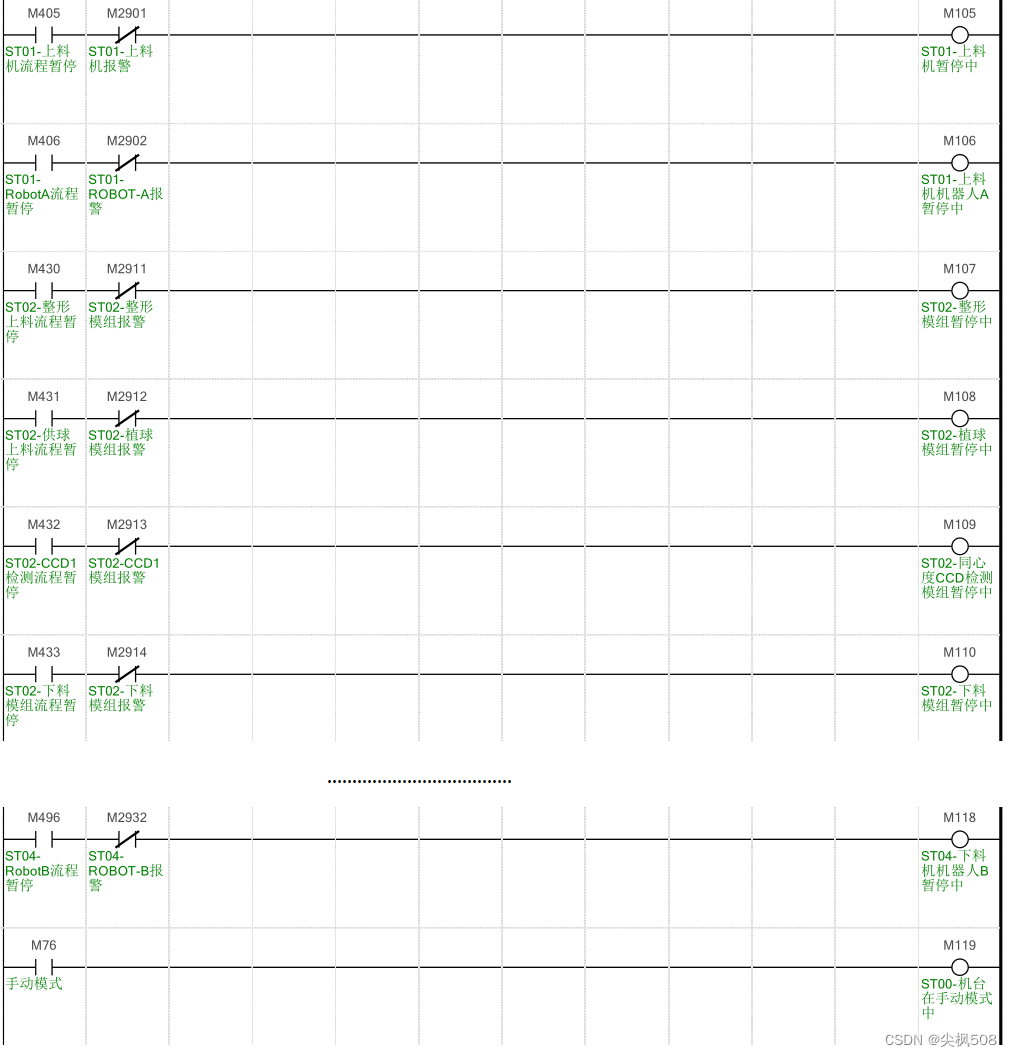
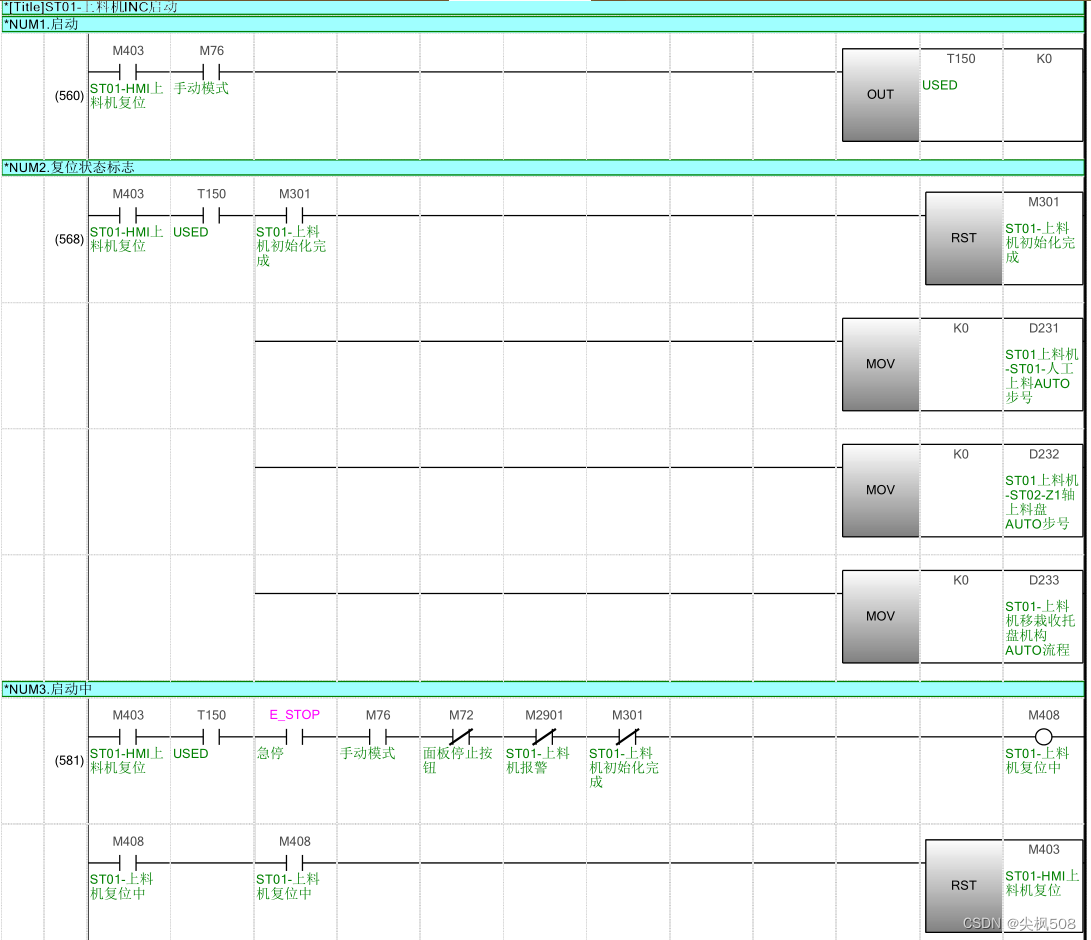
十四、04_AUTO:工位手动/自动动作主体程序
将工位主体程序放在主控里,报警和按钮信号调动控制主控接通的切断中间继电器,如下面的M405信号。
(一)Pro0_自动中的Conditions
存放自动运行中的条件
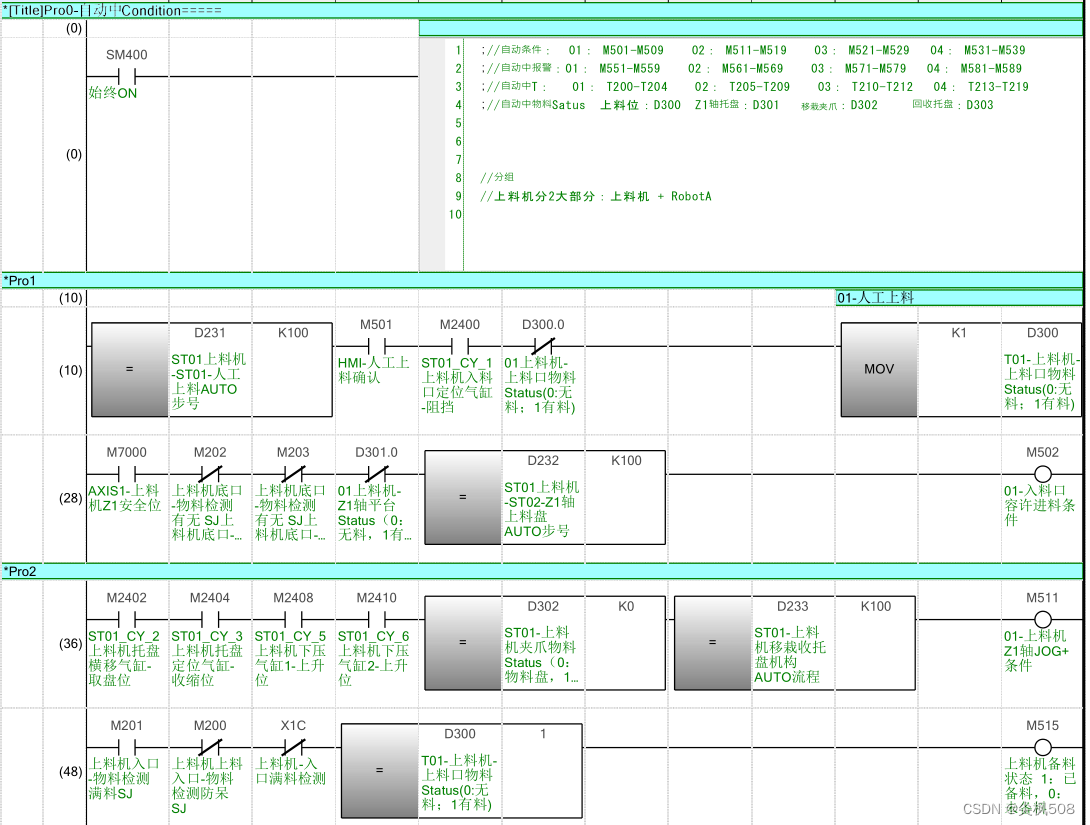
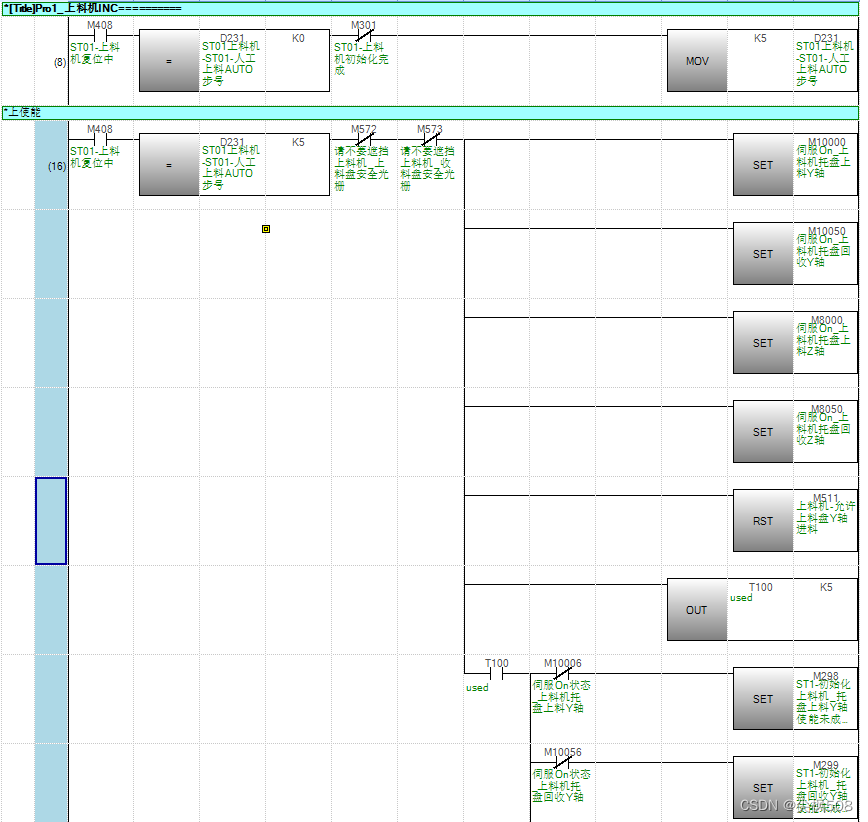
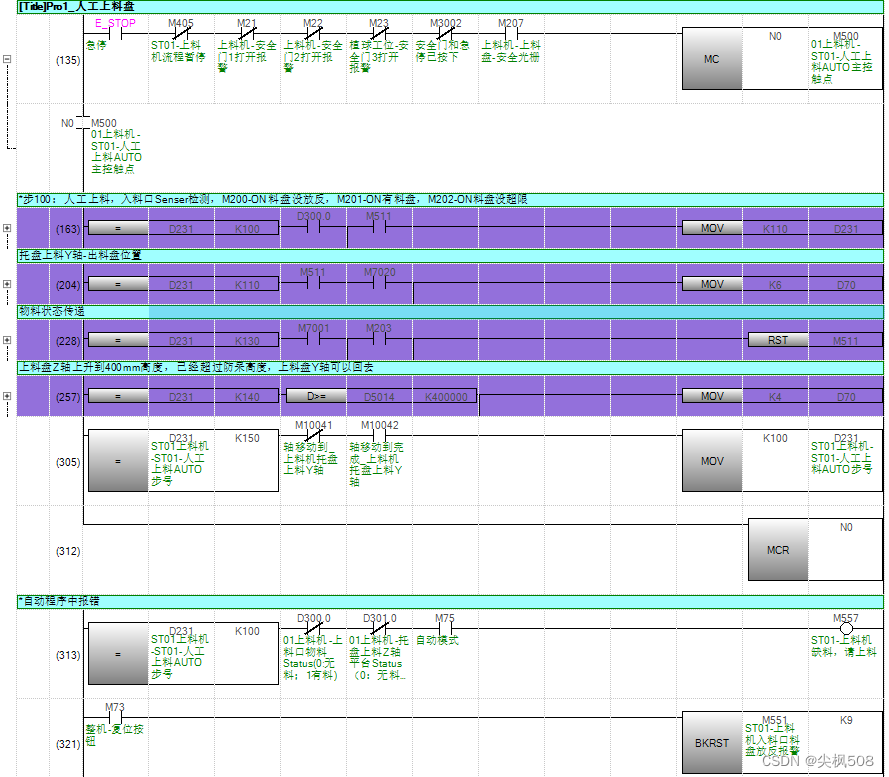
(二)Pro1_人工上料
(三)Pro2_…
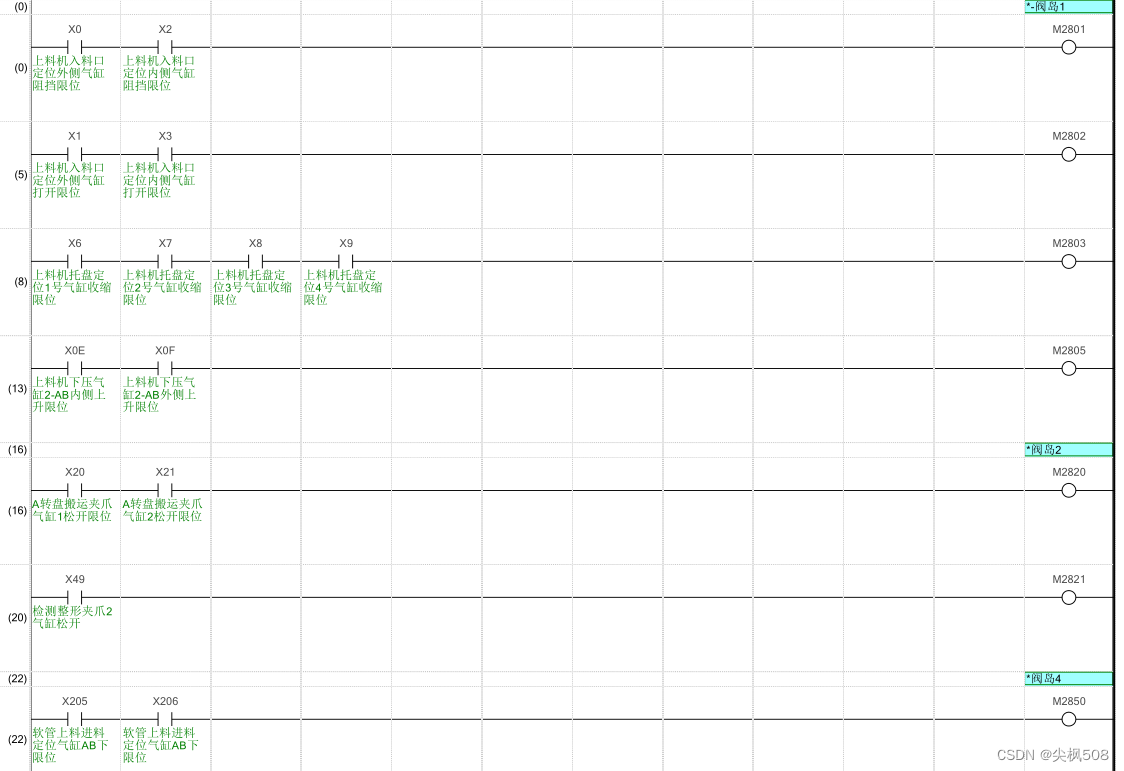
十五、05_CyControl:气缸&真空吸
(一)00_CY信号处理
(1)00_气缸多个传感器串联
(2)01_气缸手动条件
要手动操作,必须为手动模式+必要的安全防呆
(3)真空吸(真空吸用气缸FBD管理更好)
(A)方式一:不用气缸FBD管理

(B)方式二:气缸FBD管理
直接用气缸功能块FB实例化,这里不用另起标题
(二)01_CY_FBD:气缸功能块FB实例化
十六、06_MotionControl:伺服/电缸/步进控制
(一)AXIS参数处理
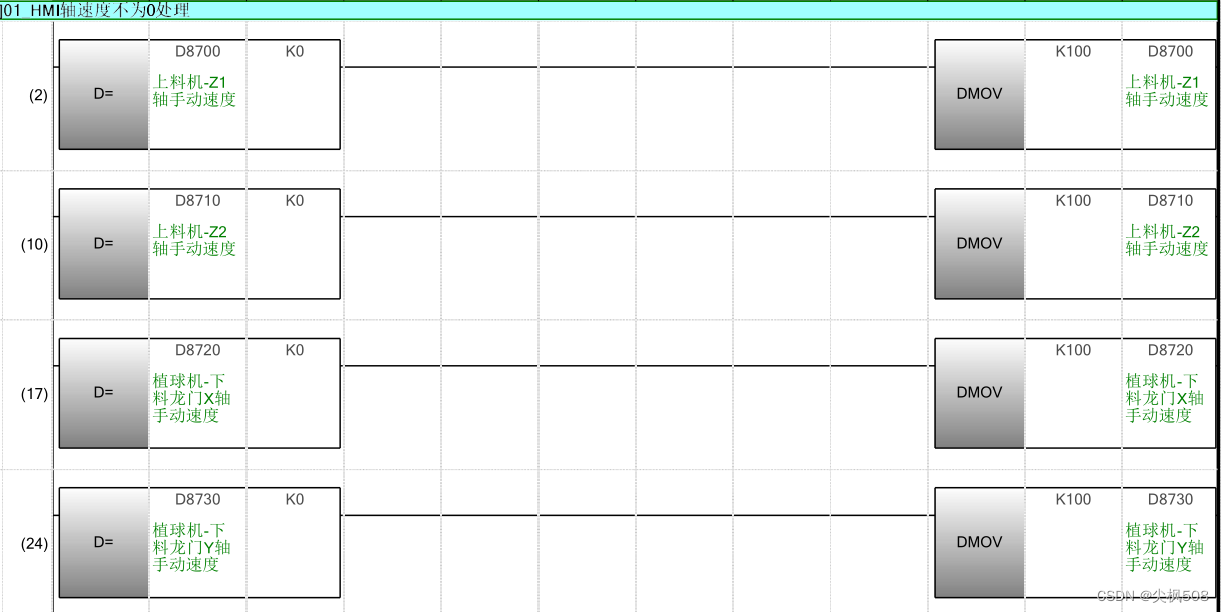
(1)01_HMI速度不为0处理
(2)02_打开刹车
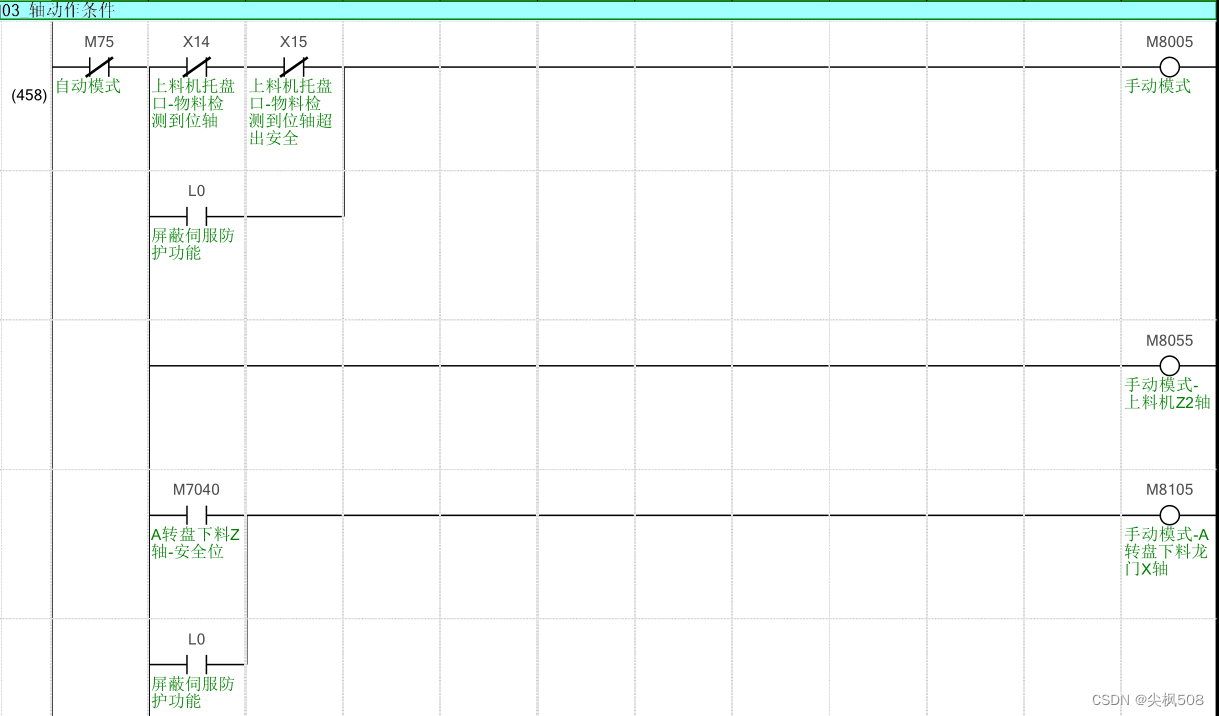
(3)轴手动动作条件
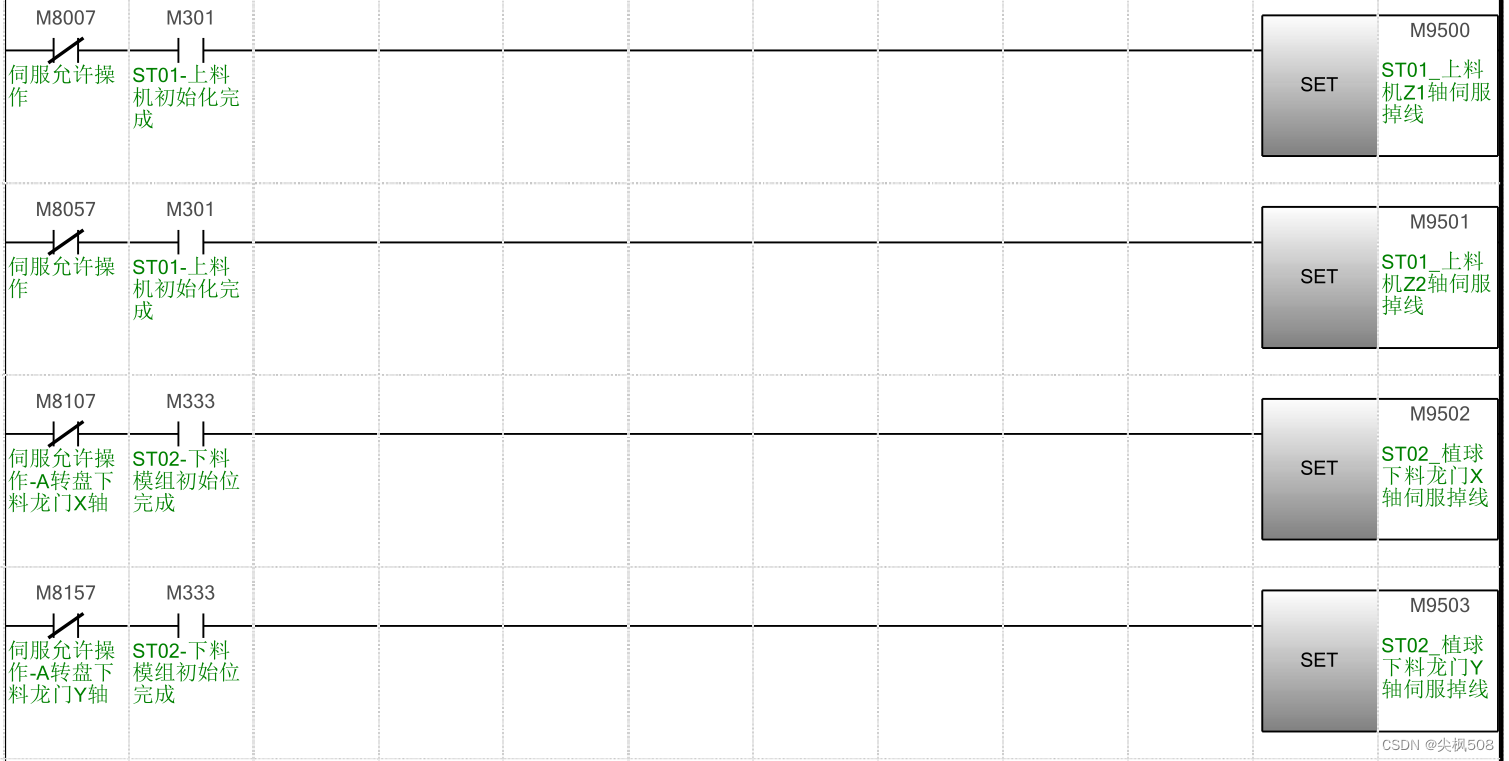
(4)04_轴掉线报警
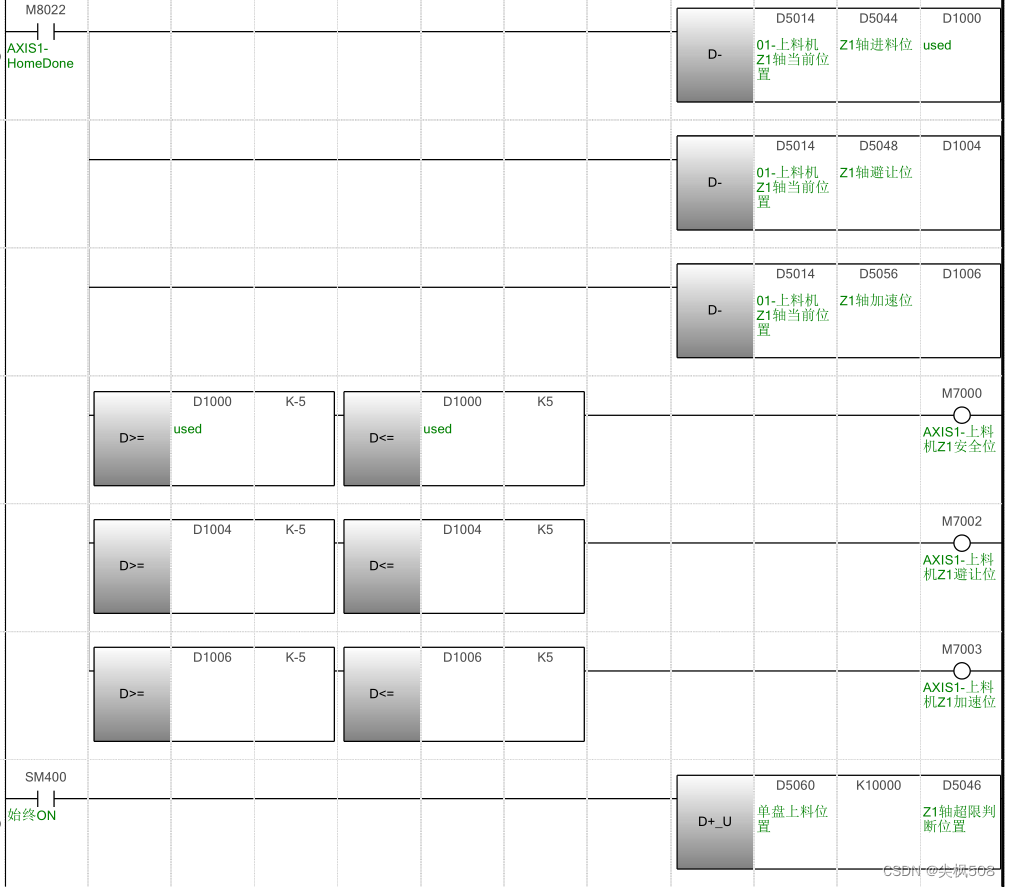
(5)AXIS1轴到位位置判断
(6)AXIS…轴到位位置判断
(7)AXISn轴到位位置判断
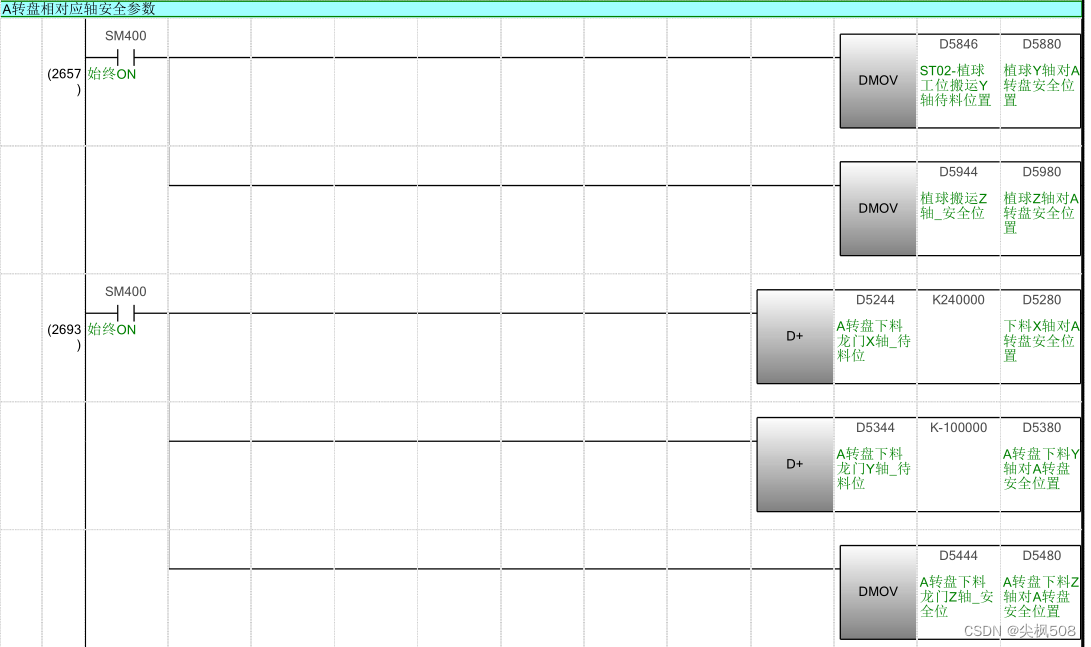
(8)轴相对xx物体坐标安全的参数
轴坐标超过设定值不允许动作,增加保护
(二)JE_T实例
(三)RD75实例
(四)IAI电缸实例
(五)…实例
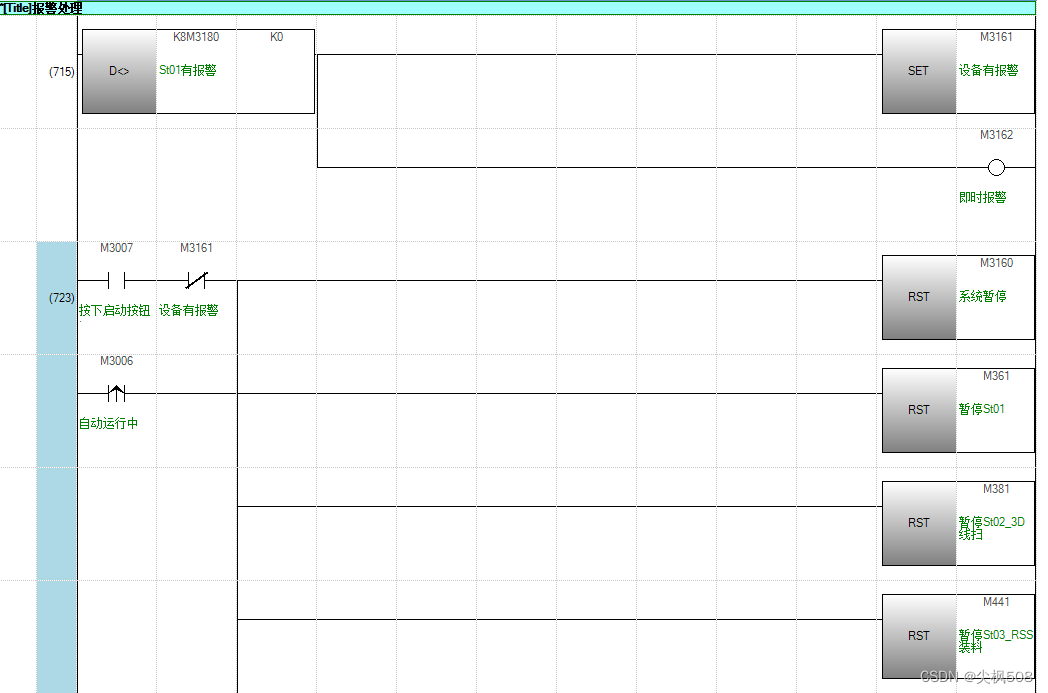
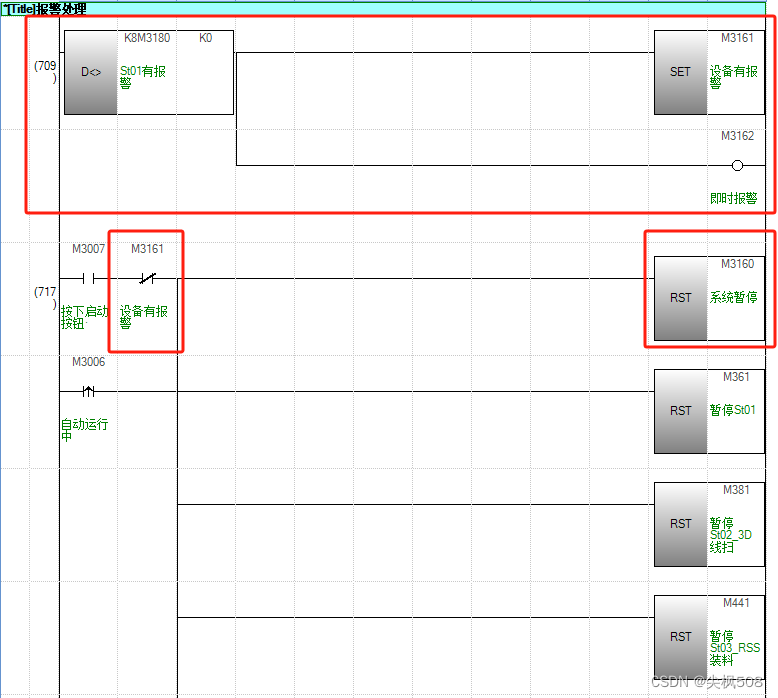
十七、07_Alarm:报警主体程序
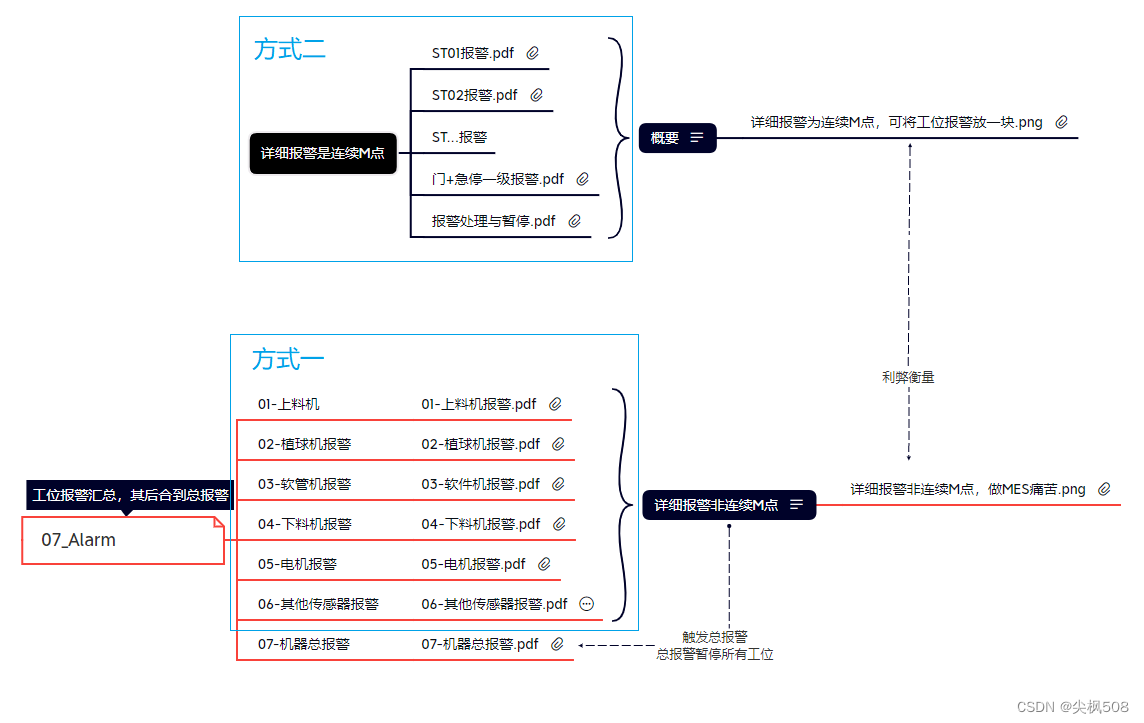
(一)方式一
(1)轴报警

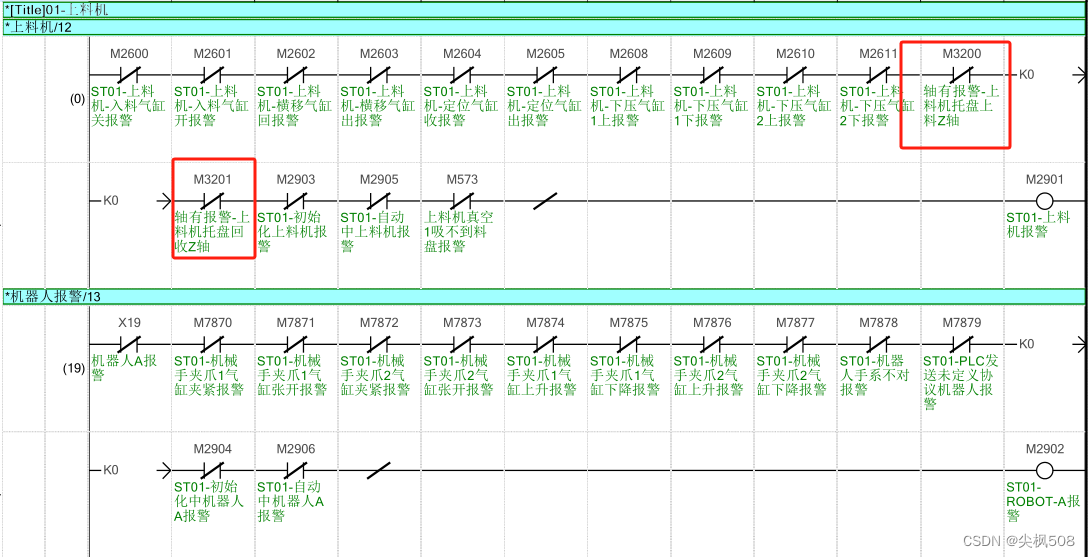
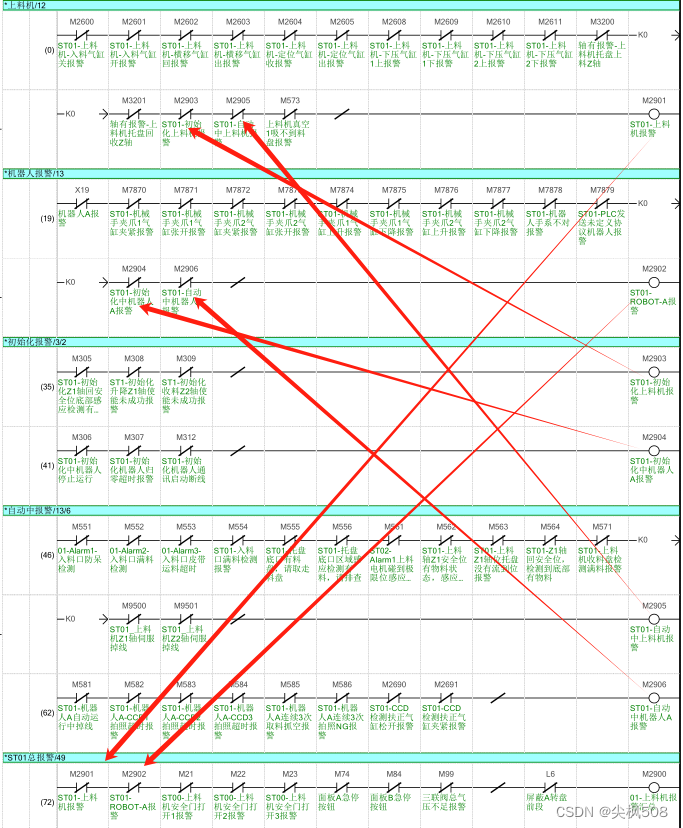
(2)大的工位报警汇总,其后再合到机器总报警
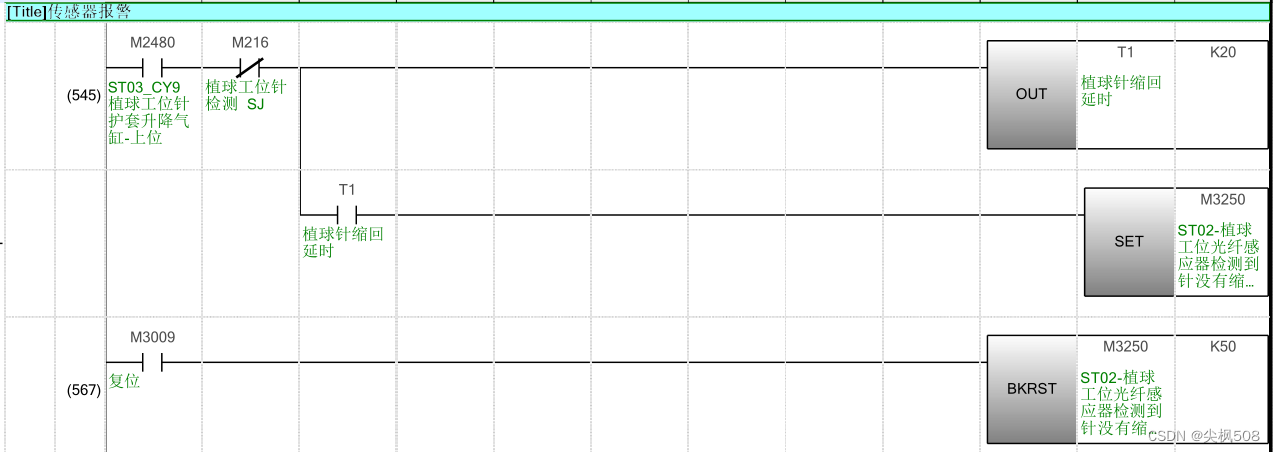
(3)传感器报警
建议直接放在对应工位自动程序报警里
(4)机器总报警
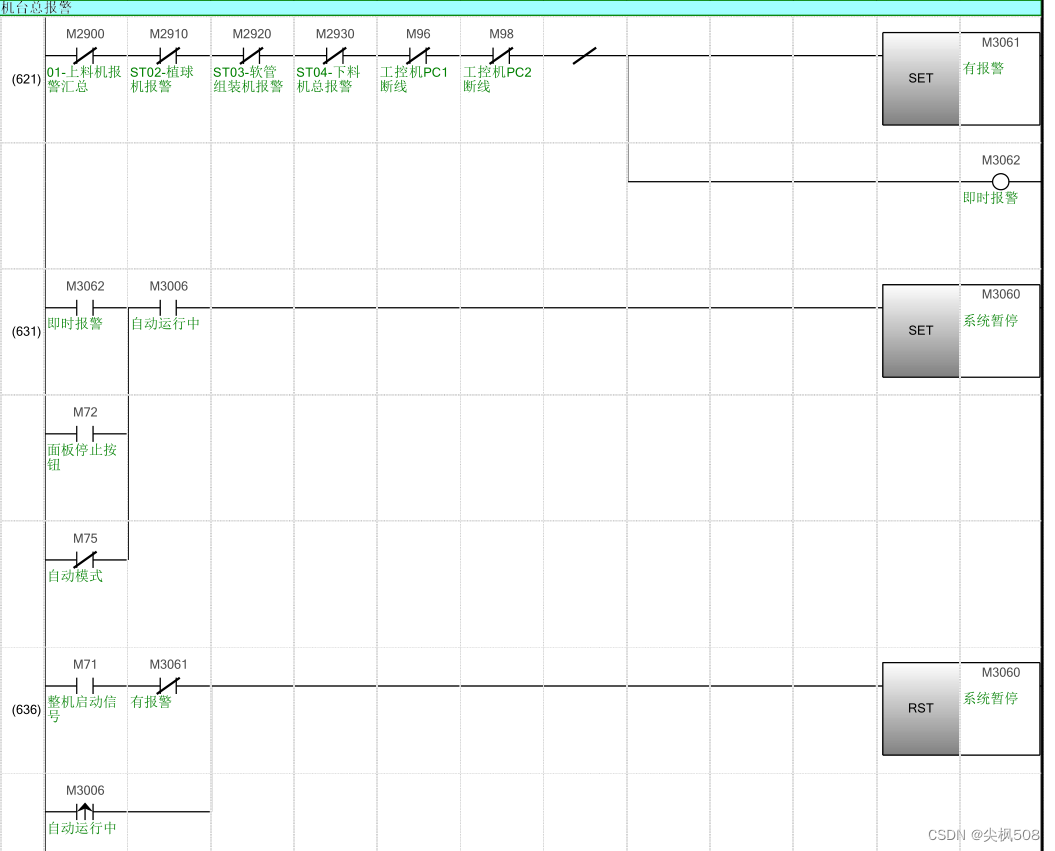

(5)机器工位暂停触发、解除及电机暂停触发、解除
(A)工位暂停触发和解除参考第十三章第(二)节第(1)点和第(2)点
哪个工位有报警,哪个工位停止下来,有两种方式,大同小异
(B)电机暂停触发和解除参考第十章第(八)节
I005是整机有报警会触发轴立马暂停,但是I002不会
- I005
- I002
(二)方式二
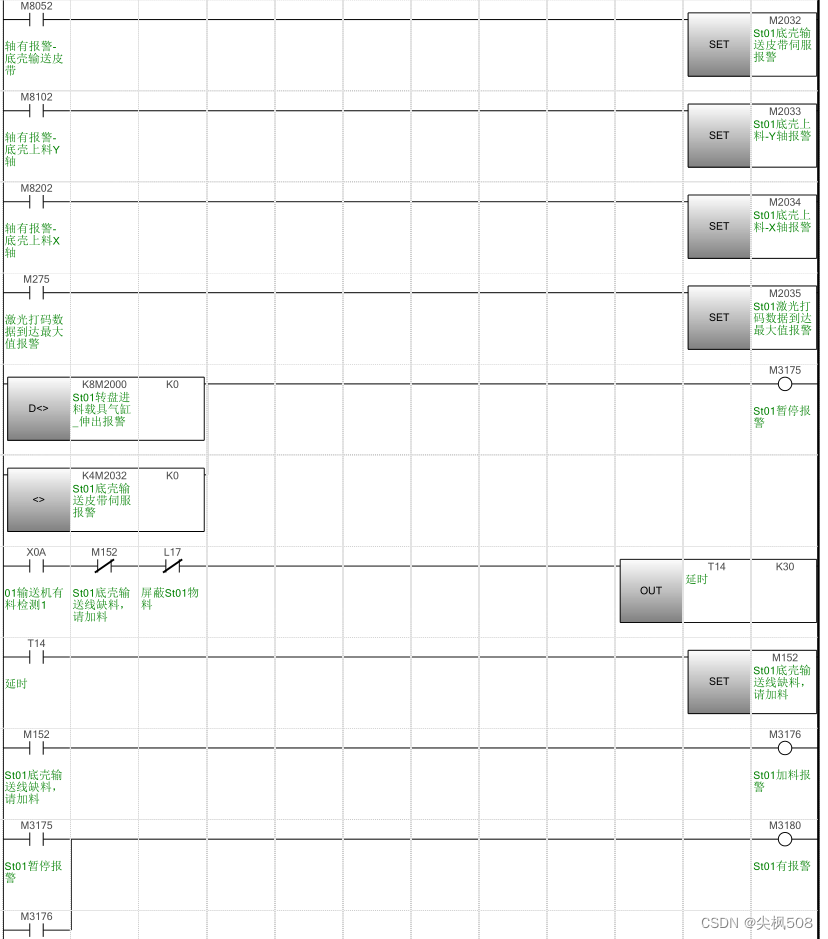
(1)ST01报警
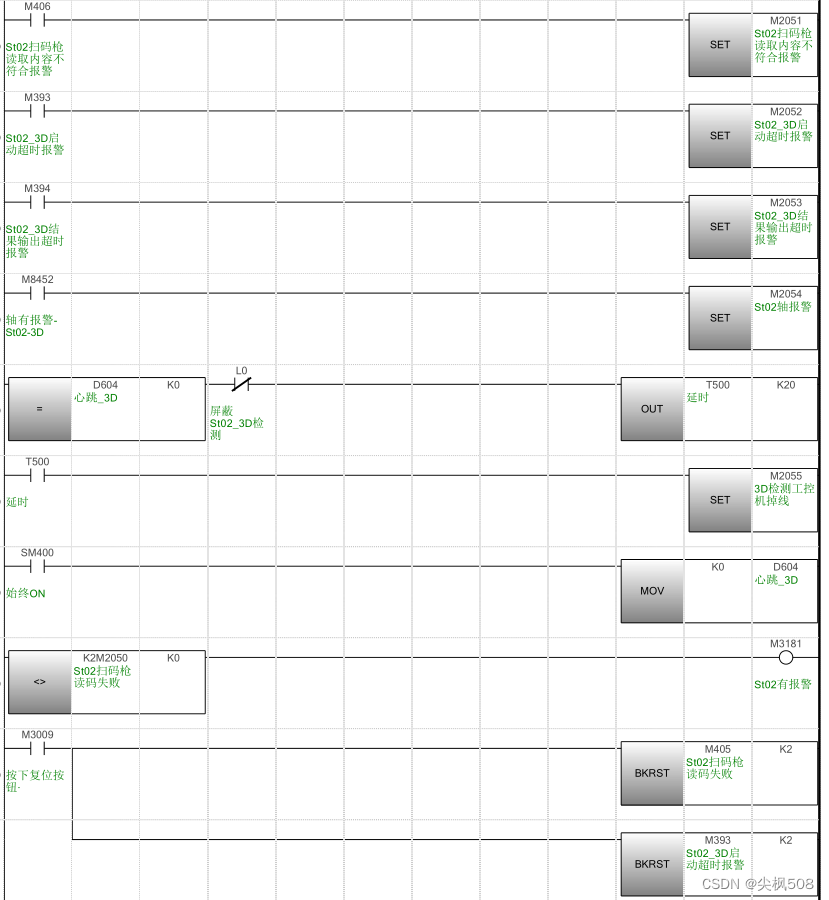
(2)ST02报警
(3)STxx报警
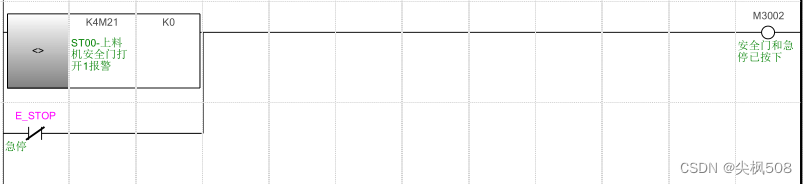
(4)安全门和+急停一级报警
(5)机器总报警
详细报警是为连续M点,可将工位报警放一块
(6)机器工位暂停触发、解除及电机暂停触发、解除
(A)工位暂停触发和解除参考第十三章第(二)节第(1)点和第(2)点
哪个工位有报警,哪个工位停止下来,有两种方式,大同小异
(B)电机暂停触发和解除参考第十章第(八)节
I005是整机有报警会触发轴立马暂停,但是I002不会
- I005
- I002
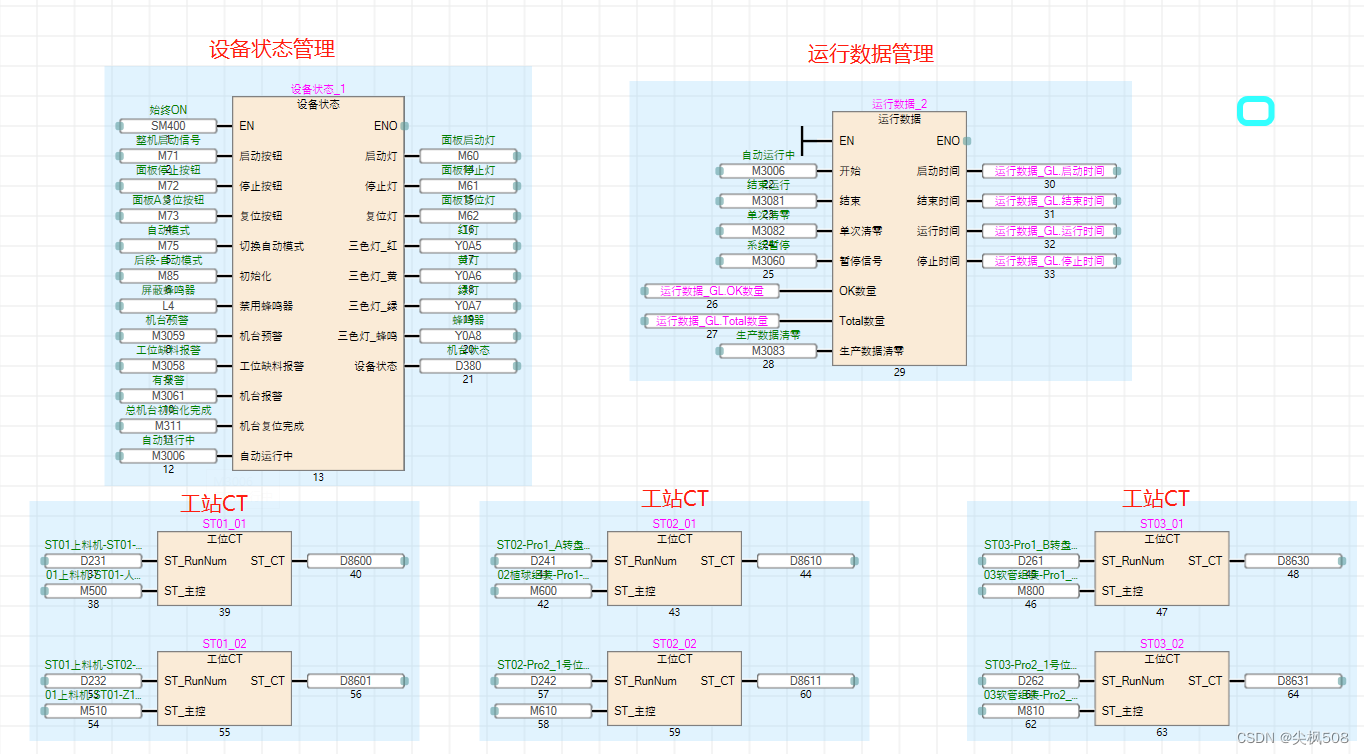
十八、08_MachineStatue:机台状态
设备状态:三色灯管理,状态管理,状态显示
运行状态:数据管理,班次数据输出
十九、09_ThirdMachine:第三方设备
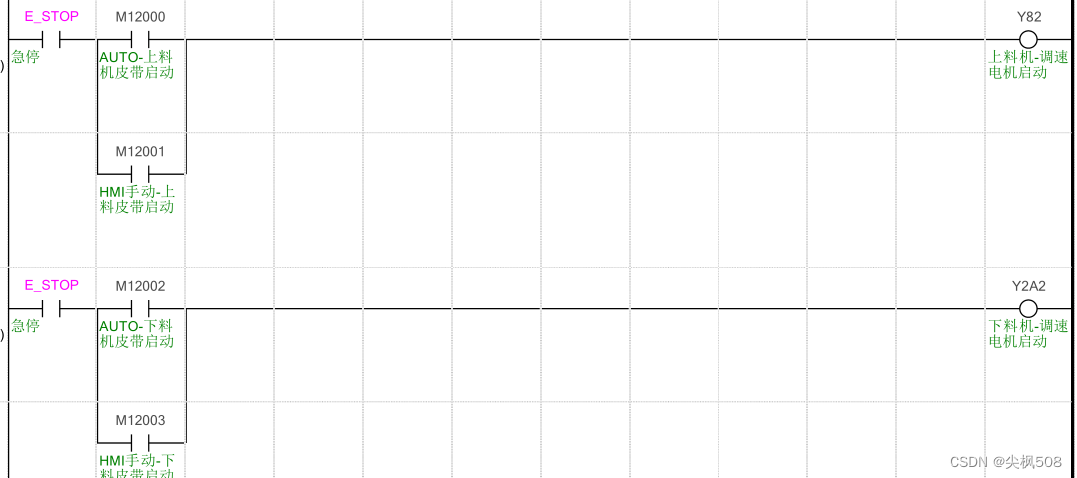
(一)1-调速电机
(二)2-相机

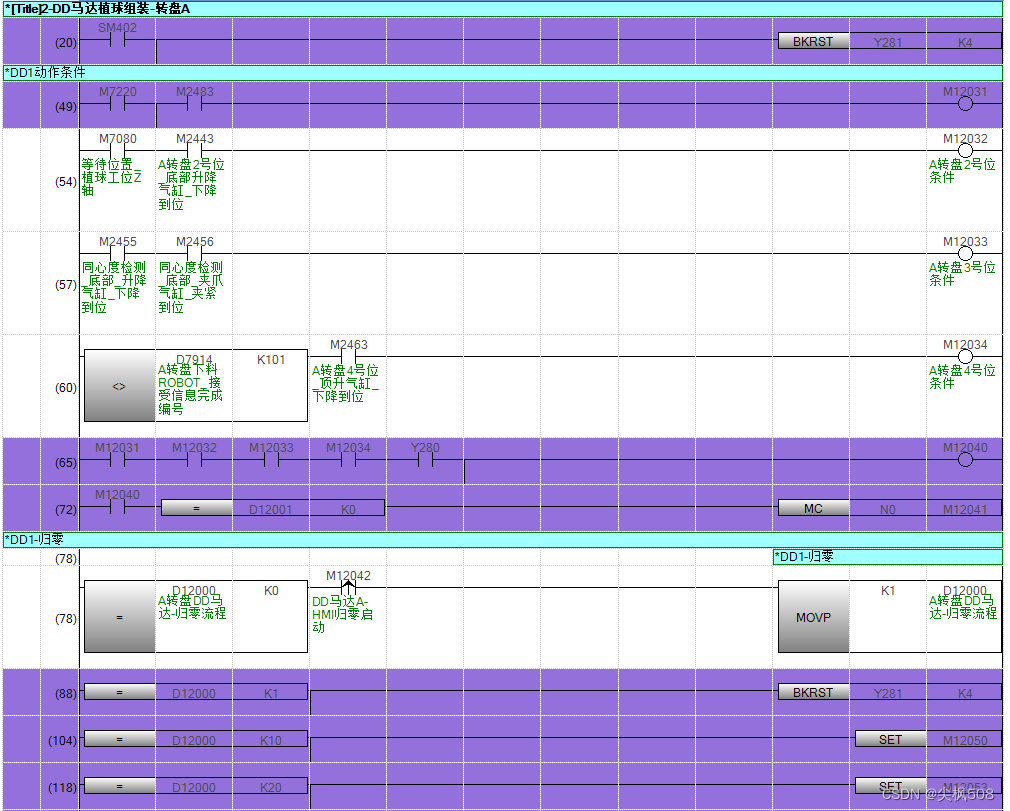
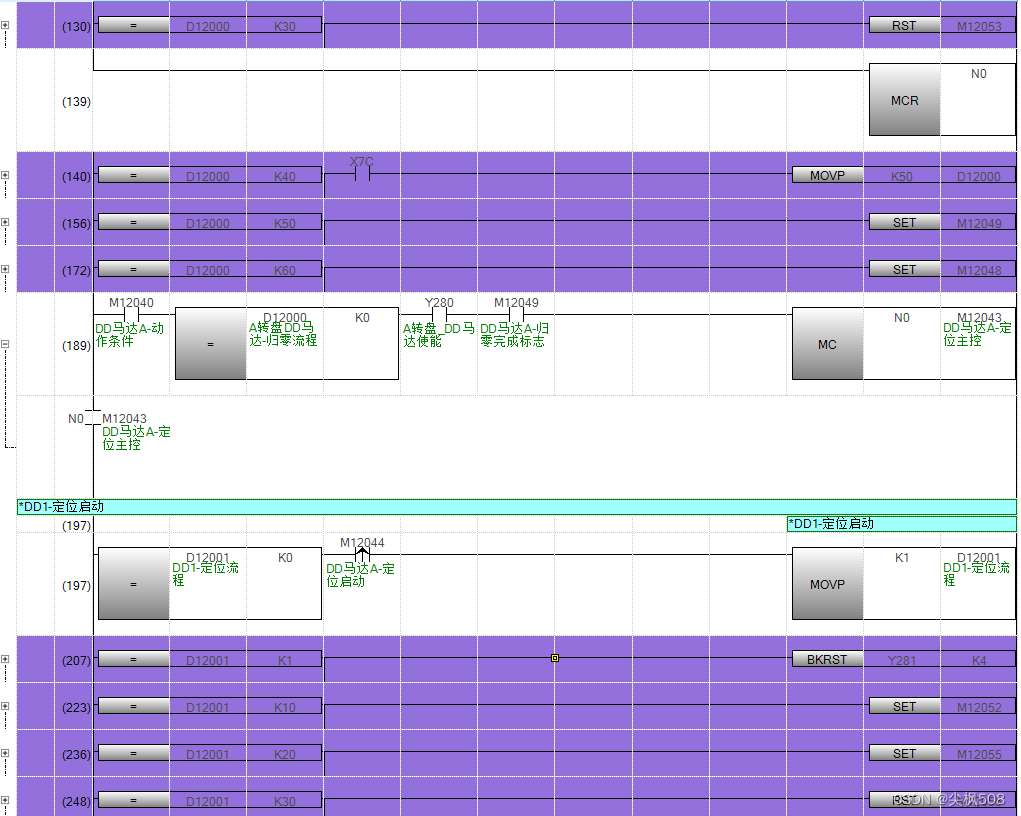
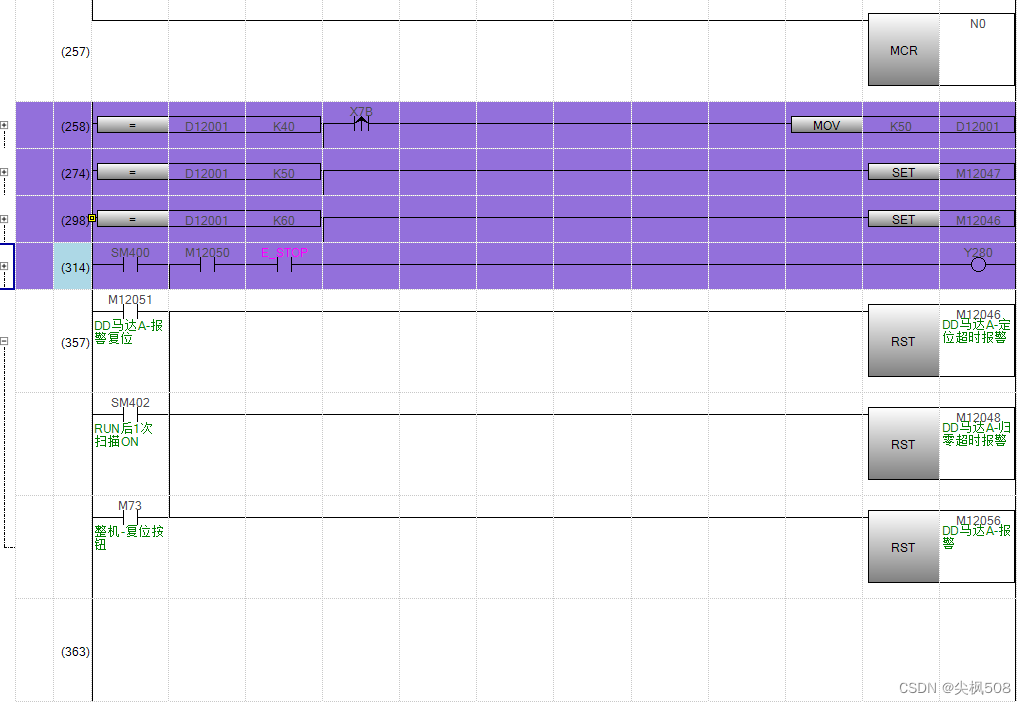
(三)3-DD马达转盘
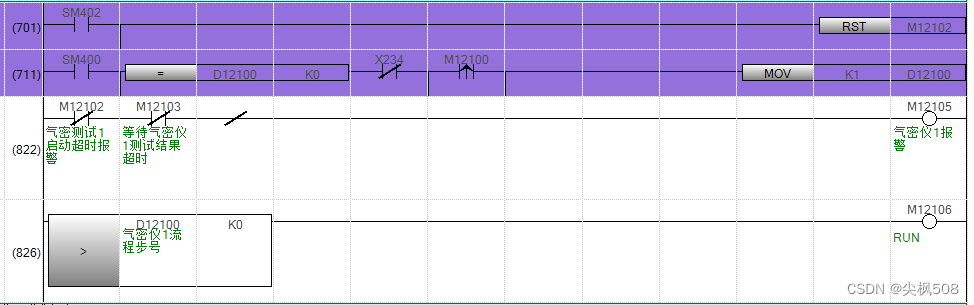
(四)4-气密仪
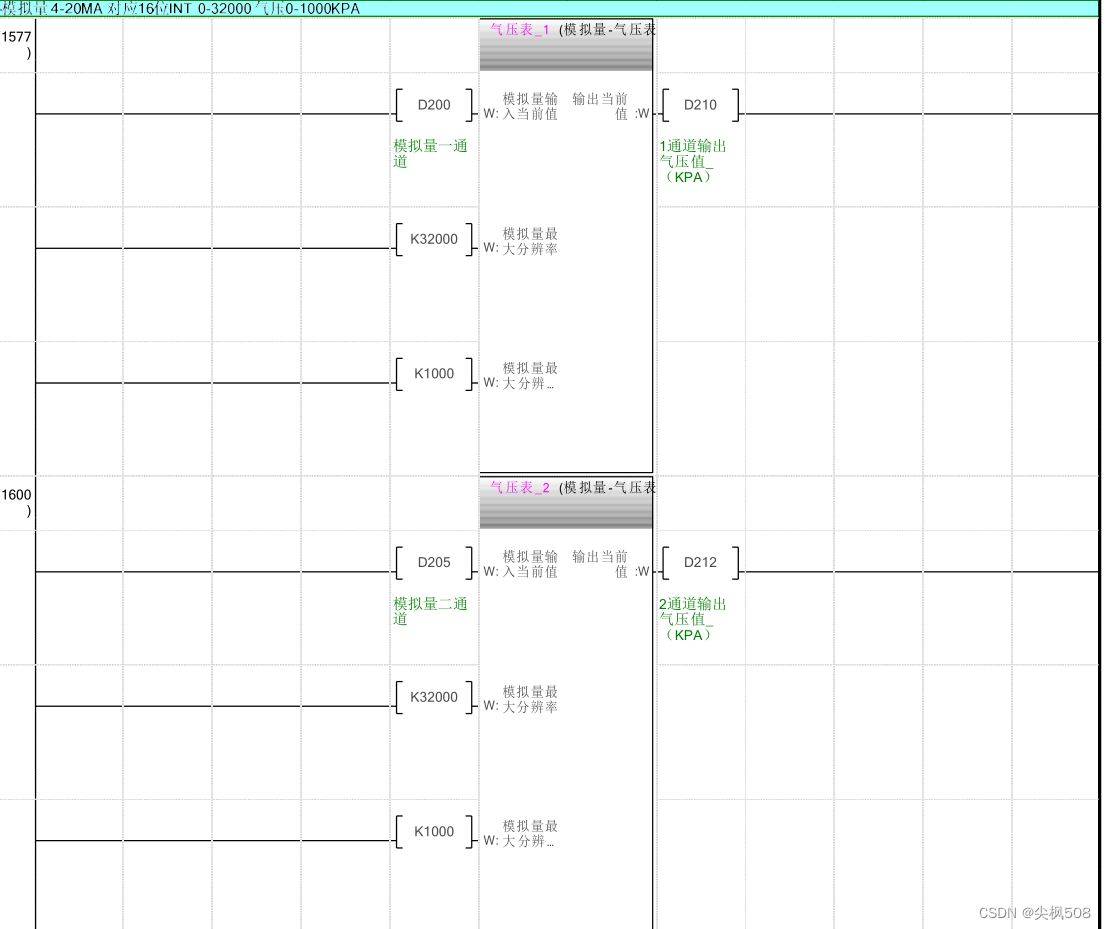
(五)5-模拟量4-20Ma
二十、10_TCP:TCP功能块实例化
参考本文第九章第1节:设置供机器人等客户端打开服务器端器号(Active的Socket)
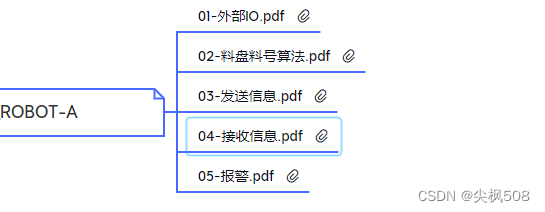
二十一、11_ROBOT-A:机器人
参考本文第九章第2节
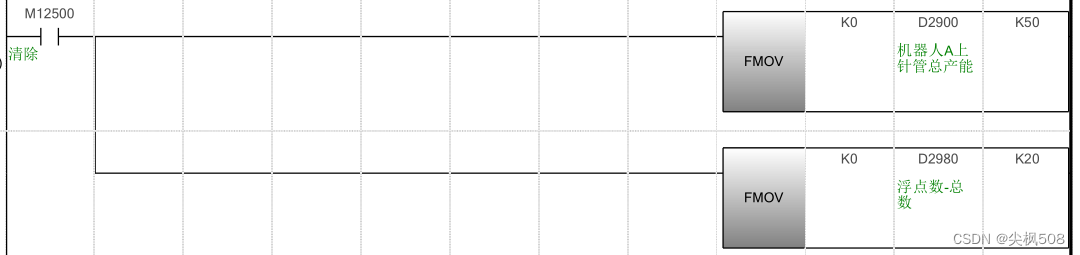
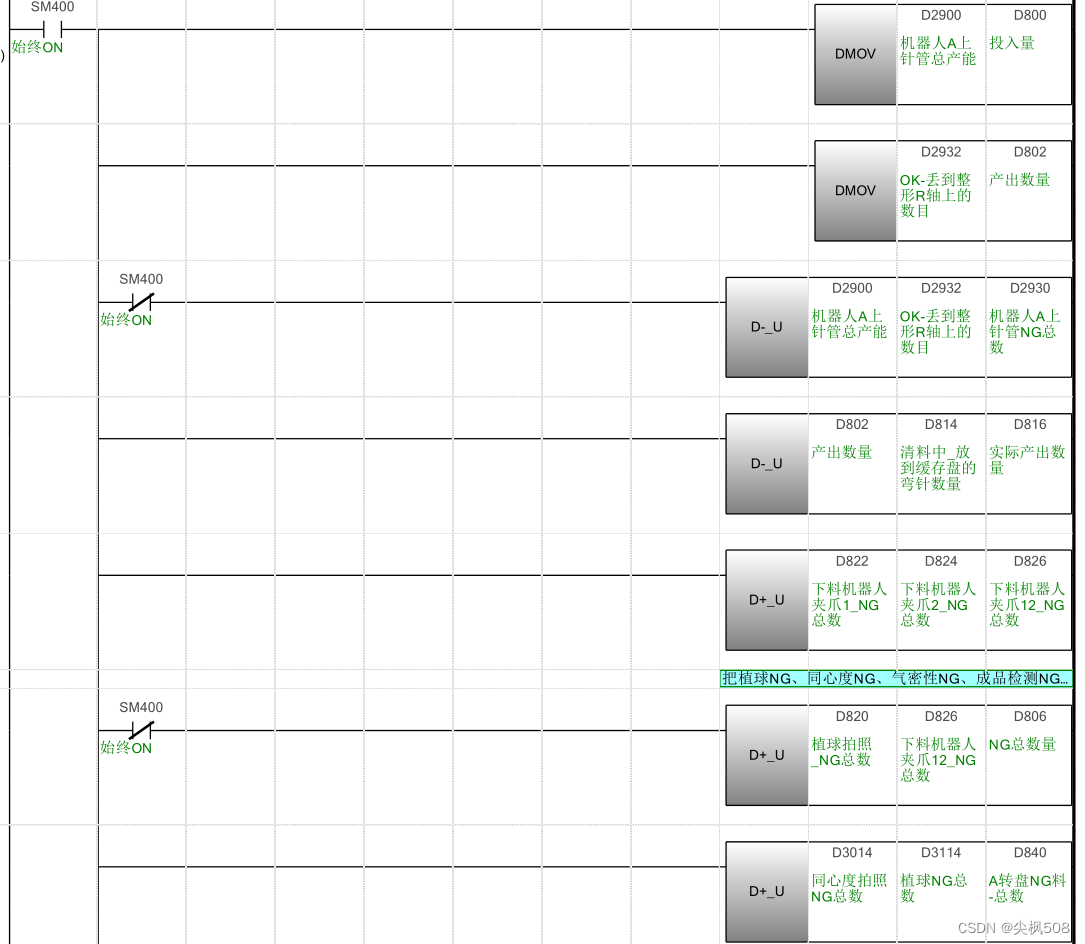
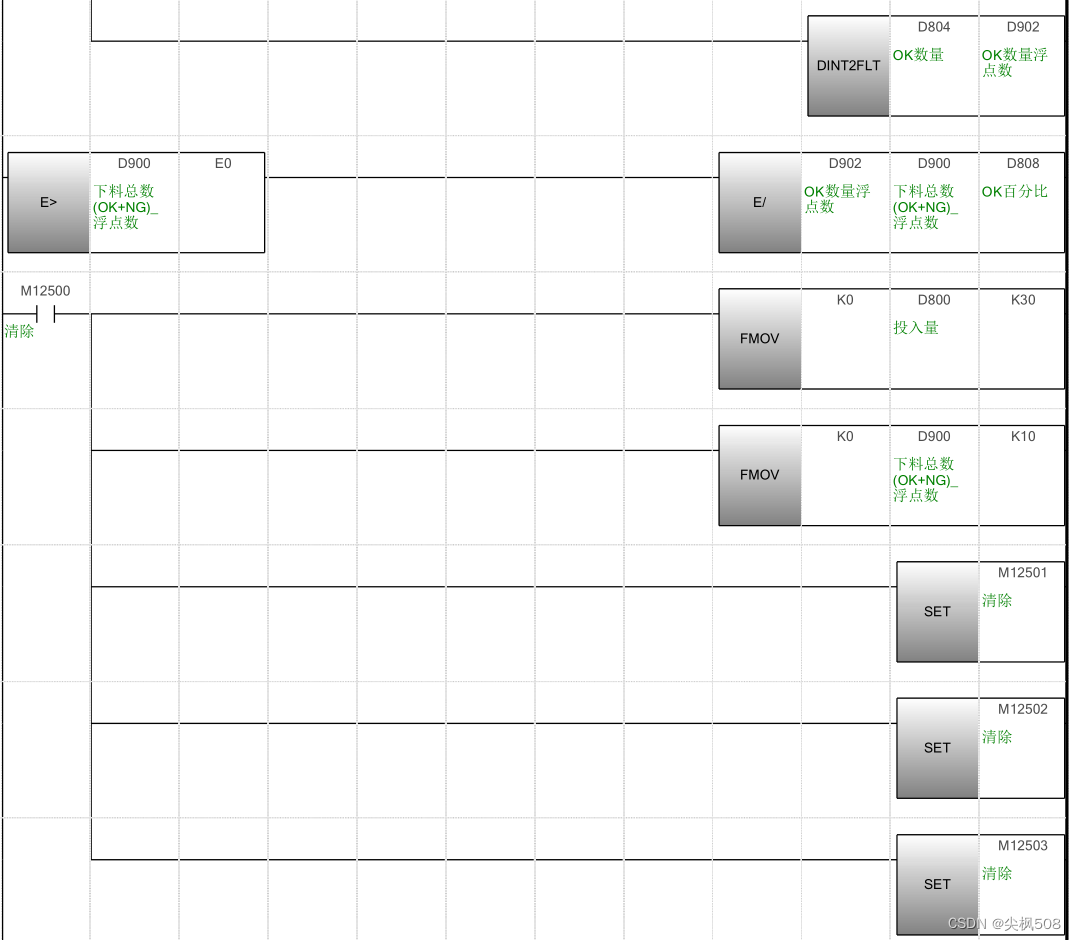
二十二、13_ProductionData:生产数据
(一)01上料检测数据
工位物料数据和清零按钮
(二)02植球安装数据
工位物料数据和清零按钮
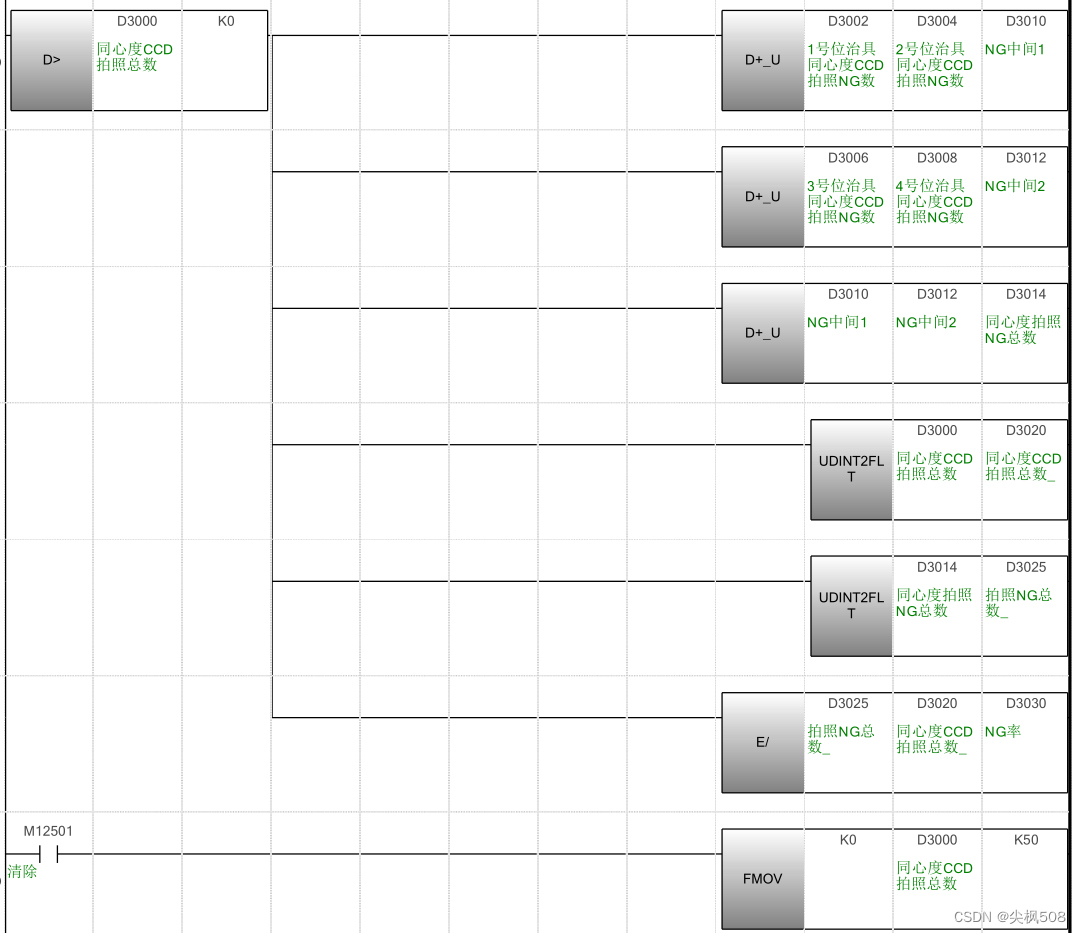
(二)02植球安装数据
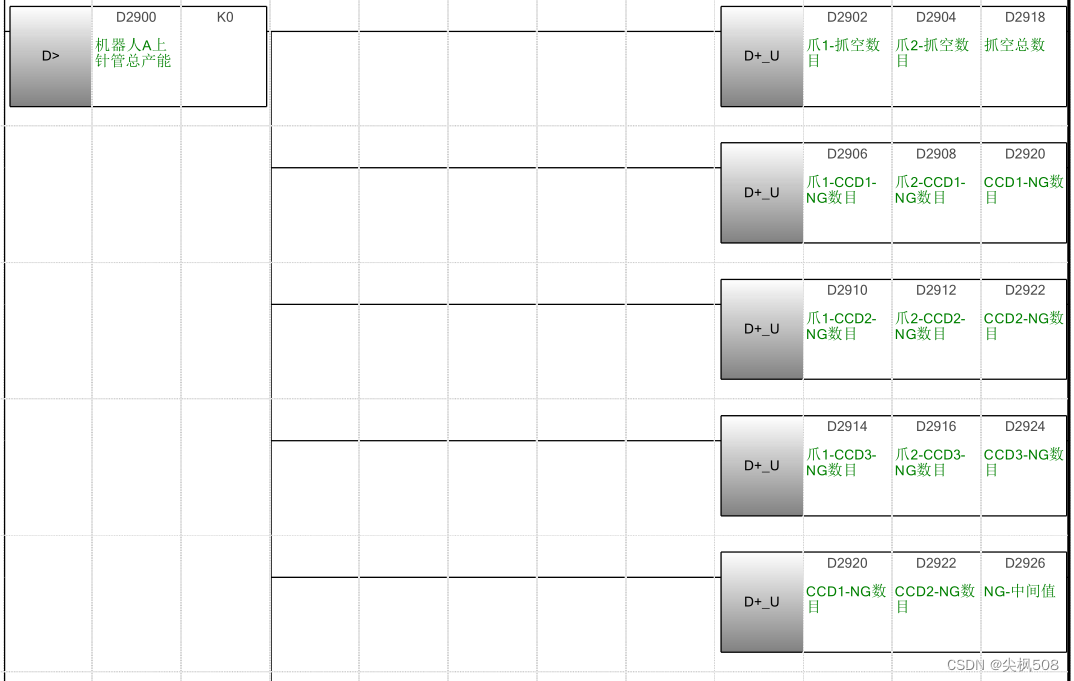
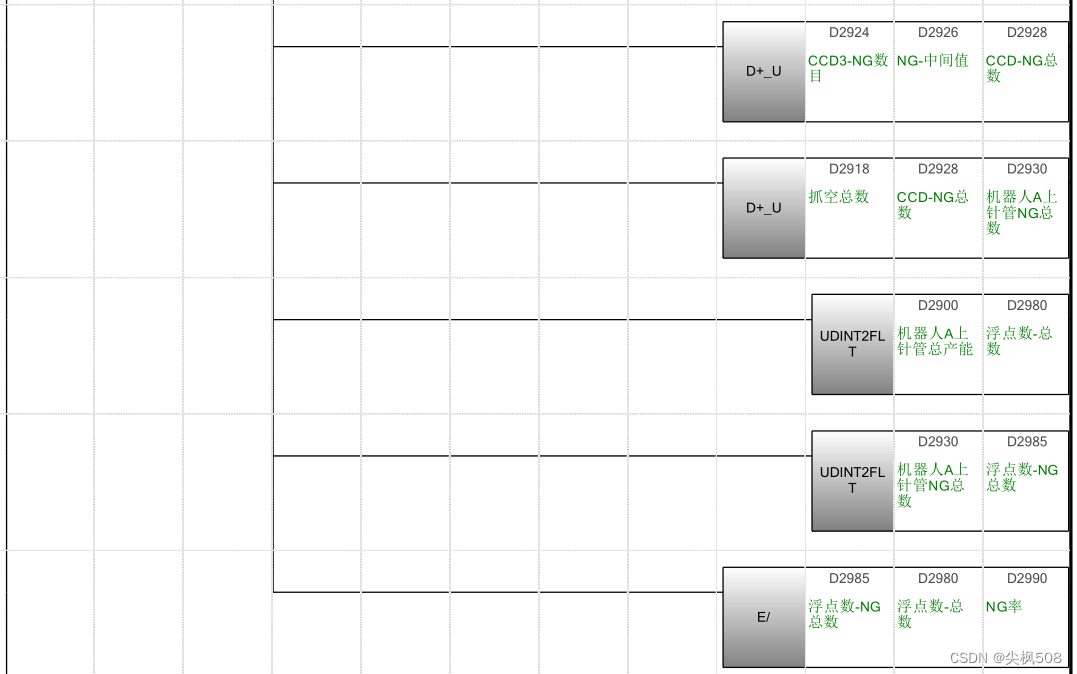
(三)03-整机数据统计
整机每个工位物料汇总到给总界面,总界面可以一键清所有数据
三十、伺服参数设定与刚性调整
写好手动程序后,可以将电机参数设定好写入,并调整刚性。参考:工作:三菱伺服驱动器参数及电机钢性参数配置与调整
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。 如若内容造成侵权/违法违规/事实不符,请联系我的编程经验分享网邮箱:chenni525@qq.com进行投诉反馈,一经查实,立即删除!
- Python教程
- 深入理解 MySQL 中的 HAVING 关键字和聚合函数
- Qt之QChar编码(1)
- MyBatis入门基础篇
- 用Python脚本实现FFmpeg批量转换
- Grind75第6天 | 5.最长回文子串、76.最小覆盖子串、438.找到字符串中所有字母异位词
- 修图软件哪个比较好用?功能多不多
- C# 程序结构
- 23年全年游戏获版号破千,对游戏行业传达积极信号
- Docker入门安装、镜像与容器下载 —— 基本操作
- 楼宇智慧能源消耗监测管理系统,楼宇中的能源“管家”
- tkinter特效:实现电子时钟日期的可实现透明无标题栏
- 机器视觉技术与应用实战(平均、高斯、水平prewitt、垂直prewitt、水平Sobel、垂直Sobel、拉普拉斯算子、锐化、中值滤波)
- Java中文件操作常用方法
- 【我的RUST库】get_local_info 0.2.1发布