智能制造解决方案之智能仓储

引言
随着技术的迅速发展,智能制造正在成为全球制造业的主流趋势。在这个背景下,仓储管理作为供应链的核心环节之一,受到智能制造理念的深刻影响。智能制造强调数字化、自动化和智能化,而智能仓储管理正是基于这些理念,在仓库操作、库存管理、货物运输等方面带来了革命性的变化。智能制造提供了许多先进技术和工具,如物联网(IoT)、大数据分析、人工智能(AI)等,这些技术赋予了仓储管理更高效、更智能的能力。
在现代供应链管理中,智能仓储管理扮演着至关重要的角色。其影响不仅限于仓库本身的操作和管理,更是深刻地影响着整个供应链的运作效率和生产效率。通过智能化技术的应用,仓储管理能够实现更高水平的自动化、精准化和实时化。智能化的仓储管理系统可以实现更快速、更精准的货物拣选、更优化的库存布局、更高效的货物管理,从而大幅提升整个供应链的运作效率。这不仅可以降低物流成本和库存成本,还可以提高货物周转率,更好地满足市场需求,进而提升生产效率和竞争力。
智能仓储管理正逐渐成为企业优化供应链和提升生产效率的关键因素,其重要性和价值在智能制造时代愈发凸显。
一、仓储管理的收、管、存、发、盘
1、智能仓储管理
智能制造在仓储管理的各个环节(收货、管控、存储、发货和盘点)中提供了许多创新的解决方案,以提高效率、准确性和资源利用率。
(1)收货管理:
RFID技术和条形码扫描: 使用RFID标签或条形码扫描来追踪货物,确保准确记录收到的物品信息,以及与订单信息的匹配。
自动化数据录入: 利用自动化系统将收到的货物信息直接录入仓储管理系统,减少人为错误和时间成本。
传感器技术: 利用传感器监测货物状态,例如温度、湿度等,确保货物在收货过程中的完整性和质量。
(2)管控和存储管理:
智能仓库布局设计: 基于数据分析和模拟,设计最优的仓库布局,以提高存储密度和物流效率。
自动化存储系统: 使用自动化货架、机器人等技术,提高存储效率和空间利用率。
实时监控和预警系统: 利用传感器和实时数据监控系统,监测库存情况,预警库存不足或过剩。
(3)发货管理:
自动化拣选和装载: 利用机器人和自动化系统进行货物拣选和装载,提高发货速度和准确性。
路径规划优化: 利用智能算法进行路径规划,减少拣选和装载的时间和能源消耗。
实时更新和跟踪: 在物流过程中实时更新货物状态,并利用物联网技术跟踪货物位置,提高物流可视化程度。
(4)盘点管理:
自动化盘点系统: 使用无人机、机器人或RFID技术等进行自动化盘点,减少人力成本和时间。
数据分析和比对: 利用大数据分析和仓储管理系统对实际库存进行与记录库存的比对,确保准确性。
这些智能制造解决方案结合了物联网、自动化、数据分析和人工智能等技术,可以使仓储管理过程更加高效、精确和可控。通过优化每个环节,企业可以实现更高水平的生产力和客户满意度。
2、传统仓储管理
传统的仓储管理在收、管、存、发、盘等方面需要一些有效的方法和实践来提高效率和准确性:
(1)收货管理:
准确记录信息: 确保收货时准确记录货物信息,包括数量、品质、日期等。使用条形码或扫描设备可以提高准确性。
质量检查: 对收到的货物进行质量检查,确保与订单相符,并保持物品的完整性。
分类和标记: 将货物分类并标记清晰的标签,以便在存储和发货时更容易识别和管理。
(2)管控和存储管理:
良好的仓库布局: 优化仓库布局,确保货物存放合理、易于访问和管理。
定期盘点和管理: 建立定期盘点制度,确保实际库存与记录一致,并及时调整库存。
保持整洁和安全: 维护仓库的整洁和安全,确保货物不受损坏或丢失。
(3)发货管理:
准备和拣选流程优化: 优化拣选和装载流程,减少等待时间和拣选错误。
正确包装和标记: 确保货物被正确包装和标记,以避免运输中的损坏或混淆。
(4)盘点管理:
定期盘点计划: 制定定期的盘点计划,确保库存记录与实际库存一致。
标准化流程: 建立标准化的盘点流程和方法,以确保准确性和效率。
(5)培训和持续改进:
员工培训: 对仓库人员进行培训,使其了解最佳实践并熟悉操作流程。
持续改进: 不断评估和改进仓库管理流程,根据经验教训和反馈进行调整和改善。
这些做法可以帮助传统仓储管理实现更高效、更准确的收、管、存、发、盘,提高管理水平和客户满意度。
二、传统仓储管理和智能仓储管理的优缺点
传统仓储管理和智能仓储管理都有各自的优点和缺点:
1、传统仓储管理:
优点:
简单易用: 传统方法通常较为简单,易于理解和操作。
低成本启动: 基础设施和技术投资相对较少,启动成本较低。
人力依赖性: 更多依赖人力,有利于员工培训和灵活性。
缺点:
效率较低: 可能出现较多的人为错误,工作效率相对较低。
信息滞后: 信息记录和更新相对慢,导致库存信息滞后和不准确。
限制性: 缺乏灵活性和实时性,难以应对快速变化的市场需求和环境。
2、智能仓储管理:
优点:
提高效率: 自动化流程、数据实时更新和智能化决策有助于提高工作效率。
准确性提升: 利用传感器、自动化设备和数据分析,减少人为错误,提高库存管理的准确性。
即时响应: 能够更快地响应需求变化,优化库存和运输策略。
缺点:
高启动成本: 实施智能系统和技术需要较高的投资成本。
技术复杂性: 涉及复杂的技术和设备,可能需要专业知识和培训。
系统依赖性: 对技术系统的依赖性增加了系统故障和维护的风险。
综合来看,传统仓储管理简单易用但效率较低,而智能仓储管理虽然提高了效率和准确性,但需要更高的启动成本和技术投入。在实际应用中,往往需要根据企业的需求、资源和实际情况综合考虑,并可能采用混合化的管理模式,结合传统和智能化方法,以达到更好的效果。
三、仓储管理的步骤
当涉及到仓储管理的各个步骤时,通常包括从采购到最终出库的一系列流程,以下是其中的一些步骤: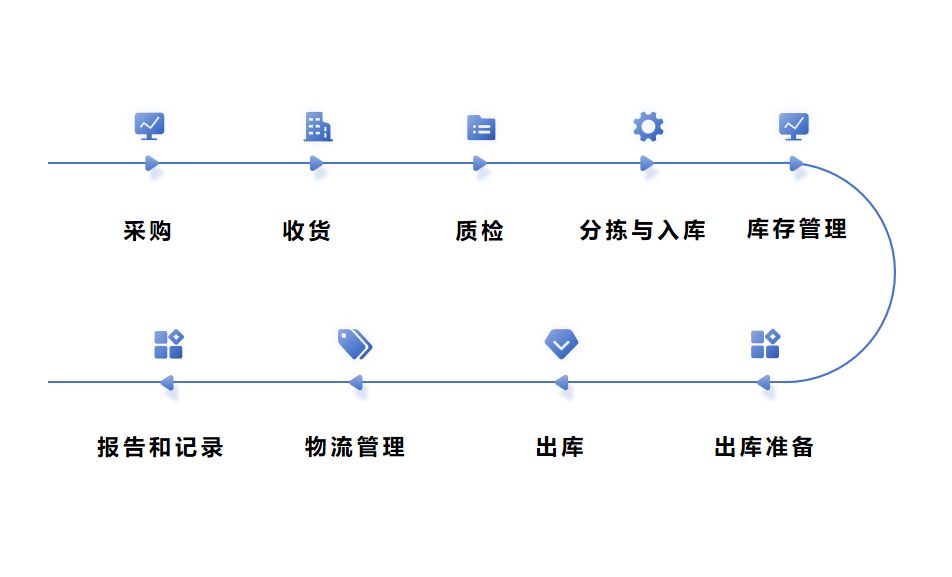
1、采购:
需求规划: 根据需求和预测制定采购计划。
供应商选择: 选择合适的供应商,进行谈判和订购。
2、收货:
接收货物: 接收来自供应商的货物。
验收和登记: 对货物进行验收,核对订单和货物是否一致,并登记到系统中。
3、质检:
质量检验: 对收到的货物进行质量检验,确保符合质量标准。
质检记录: 记录质检结果和任何发现的问题。
4、分拣与入库:
分拣和分类: 对货物进行分拣和分类,根据仓库布局和分类标准进行分配。
入库: 将货物放置到适当的存储区域,记录其位置和数量。
5、库存管理:
库存记录: 对入库的货物进行记录和管理,包括更新库存信息和调整位置。
定期盘点: 设立定期盘点计划,检查实际库存与系统记录是否一致。
6、出库准备:
订单处理: 接收出库订单并确认。
拣货: 根据订单挑选所需货物。
7、出库:
包装和标识: 对货物进行包装并标记,以便出库和运输。
发运: 安排物流运输或将货物交给相关部门或客户。
8、物流管理:
运输安排: 安排运输和配送,确保按时送达。
跟踪和更新: 跟踪货物运输状态并更新信息。
9、报告和记录:
记录和分析: 记录所有步骤的信息并进行分析,以便改进和优化流程。
问题解决: 解决出现的问题和异常情况。
这些步骤构成了一个完整的仓储管理流程,涵盖了从采购、质检、入库、库存管理到出库等各个环节,以确保货物的安全、准确和高效流转。
四、仓储管理的原则
在仓储管理中,以下管理原则可以帮助确保高效、准确和可持续的运作:
1、ABC分类法: 根据物品价值和使用频率,将库存划分为A、B、C类。A类物品价值高且使用频率低,需要重点管理;C类物品价值低且使用频率高,需要更灵活的管理。
2、先进先出原则(FIFO): 在出库时优先使用先进入库的物品,确保库存中较早进入的物品先出去,避免过期或陈旧货物。
3、货物标识和分类: 使用标识系统对货物进行分类和标记,以便快速识别、检索和管理。
4、最佳化仓储布局: 优化仓库布局和存储空间利用率,确保物品存放有序、易于访问和管理。
5、持续盘点和调整: 建立定期盘点制度,及时调整库存水平,确保库存与记录一致,避免过量或不足。
6、安全和环境保护: 遵循安全规范,采取适当的安全措施,确保仓库环境符合储存物品的要求。
7、信息化管理: 使用仓储管理系统,实现数据自动化记录、实时更新和分析,提高管理效率和准确性。
8、员工培训与标准化操作: 对仓库人员进行培训,建立标准化操作流程和作业规范,减少错误和提高效率。
9、持续改进和优化: 定期评估仓储管理流程,寻找改进的空间,并结合新技术和最佳实践,持续优化管理方式。
这些管理原则能够帮助管理者更好地组织和优化仓储管理,确保库存的高效利用、准确记录和安全储存。
五、仓储管理注意事项
在仓储管理中,有一些关键的注意事项需要特别留意:
1、良好的库存记录与管理: 持续更新、准确记录库存信息,确保库存与系统记录一致,避免因错误记录导致的供需失衡或资源浪费。
2、安全和环境保护: 维护仓库安全,采取防火、防盗措施,并保证存储环境符合要求,特别是针对需要特殊条件存储的物品。
3、良好的库存布局和标识: 优化仓库布局,使得物品存放合理有序,利用标识或系统来标记物品,方便查找和管理。
4、定期盘点和调整: 建立定期盘点制度,及时调整库存,避免过多或过少的库存积压问题。
5、及时处理异常情况: 设定预警机制并及时处理库存异常,如过期物品、损坏等情况,防止问题扩大。
6、培训与规范操作流程: 对仓库人员进行培训,确保他们熟悉操作流程、标准作业规范和安全注意事项。
7、技术应用与创新: 结合物联网、自动化和大数据分析等技术,不断探索新的管理方法和工具,以提高效率和准确性。
8、供应链协同: 与供应链的其他环节保持有效沟通与协同,确保信息共享和流程顺畅,避免因信息断层带来的问题。
9、持续改进与评估: 定期评估仓储管理的效率和成本,寻找改进的空间,并持续优化管理流程。
这些注意事项有助于确保仓储管理高效、安全、准确,同时也有助于降低管理成本和提高客户满意度。
六、智能仓储管理的定义与意义
智能仓储管理基于先进的技术和系统,通过物联网设备、传感器、自动化设备和大数据分析等技术,实现仓库内部作业的智能化和自动化。这包括自动化存储系统、智能拣选和装载、实时库存监控、智能路径规划等方面。其目标是优化仓库流程,提高效率、准确性和灵活性,满足快速变化的市场需求。
1、智能化技术对仓储管理带来的改变与优势
智能化技术为仓储管理带来了诸多改变和优势:
自动化流程: 利用自动化设备和机器人等实现货物拣选、存储和装载的自动化,提高作业效率。
实时监控与管理: 基于物联网和传感器技术,实现对库存、温湿度等数据的实时监控和管理,及时发现问题并采取措施。
大数据分析: 基于大数据分析和人工智能,优化库存布局、预测需求、降低库存成本。
快速响应市场需求: 智能化系统使得企业更能快速、精准地应对市场需求变化,提供定制化服务,缩短交付周期。
2、智能仓储管理对企业运营的价值
智能仓储管理对企业运营产生了重大的价值:
提升效率与准确性: 自动化流程和实时监控提高了作业效率和准确性,降低了人为错误。
降低成本: 优化的库存管理和快速响应能力降低了库存成本、物流成本和人力成本。
增强竞争力: 更高效的仓储管理使企业能够更快速、灵活地适应市场变化,提升了竞争力。
智能仓储管理不仅为企业提供了更高效的运营模式,更是对企业在供应链管理中走向智能化和持续发展的重要推动力。
七、智能仓储管理的关键技术
智能制造在仓储管理方面提供了许多创新的解决方案,以提高效率、准确性和资源利用率。以下是一些智能制造在仓储管理中常用的技术和方法:
1、物联网(IoT)和传感器技术: 通过在仓库中安装传感器和物联网设备,可以实时监测库存的位置、状态和数量。这有助于优化库存布局和提高物流效率。传感器还能够监测环境条件,如温度、湿度,确保储存条件符合要求。
2、自动化和机器人技术: 自动化仓库系统和机器人可以执行货物的存储、拣选和装载任务。这种技术能够大幅减少人为错误,提高装卸速度,并在需要时24/7持续运行。
3、大数据分析和人工智能: 利用大数据分析和人工智能技术,仓储管理可以更好地预测需求、优化库存水平,并进行智能的货物分配和路径规划,从而降低成本并提高效率。
4、RFID技术: 射频识别技术可用于跟踪和管理库存。每个货物都可以携带RFID标签,通过无线通信来快速识别和记录货物信息,大大提高了库存管理的速度和准确性。
5、云计算和软件解决方案: 使用云端存储和基于云的仓储管理软件,可以实现实时数据共享、远程监控和管理,提高整个供应链的透明度和协同性。
6、虚拟和增强现实: 通过虚拟现实技术,可以进行培训、模拟操作和仓库布局设计,增强现实也可用于提高工人的拣选准确性和效率。
综合利用这些技术和方法,企业可以实现更智能、高效和可持续的仓储管理,从而提高生产力并满足不断变化的市场需求。
八、智能仓储管理的实际案例与应用
案例一:利用物联网和自动化提高库存管理效率
背景: 一家大型电子零售企业
解决方案: 该企业利用物联网技术和自动化设备来优化仓库管理。
物联网应用: 在所有货物上安装了物联网传感器,实时监测库存状态、位置和数量。
自动化设备应用: 引入自动化拣选机器人和智能货架系统,实现货物的自动拣选、存储和检索。
效果:
提高效率: 物联网传感器实现了货物实时追踪,减少了人工查找时间,提高了拣选速度。
减少错误: 自动化设备减少了人为错误和损失,提高了拣选和存储的准确性。
节省成本: 减少了人力成本和库存积压,优化了库存周转率。
案例二:大数据分析优化仓库布局和货物储存
背景: 货运物流公司
解决方案: 使用大数据分析技术优化仓库布局和货物储存策略。
数据采集和分析: 通过仓库管理系统收集大量数据,包括货物种类、流动性、销售情况等。
大数据分析应用: 基于收集的数据进行算法分析,优化仓库布局和货物存放策略。
效果:
提升空间利用率: 根据数据分析结果调整货物摆放位置,优化了仓库空间利用率。
降低成本: 减少了仓储空间浪费,降低了库存成本和仓储费用。
提高响应速度: 根据数据分析结果优化了货物布局,提高了货物检索速度和客户响应速度。
案例三:智能传感器提升货物跟踪和质量管理
背景: 食品生产和配送公司
解决方案: 引入智能传感器技术来提升货物跟踪和质量管理。
传感器应用: 在食品包装上安装智能传感器,监测温度、湿度等环境因素,以及货物的运输路径。
数据监控和质量管理: 通过传感器收集的数据实时监控货物状态,并在异常情况下触发警报。
效果:
提高质量控制: 实时监测环境因素确保食品质量和安全,降低了食品损坏率。
加强货物跟踪: 通过传感器追踪货物的运输路径,确保货物安全到达目的地。
提升客户满意度: 保障货物质量,提升了客户满意度和信任度。
这些案例展示了智能仓储管理技术在不同行业的应用,通过物联网、自动化、大数据分析和传感器技术,成功提升了仓库管理的效率、准确性和客户满意度。
九、智能仓储管理的优势与挑战
1、智能仓储管理的优势
智能仓储管理具有多方面的优势,为企业提供了许多价值和竞争优势:
(1)提高效率和生产力
智能仓储管理通过自动化技术、实时监控和优化流程,提高了作业效率,减少了人为错误和重复性工作,从而提升了生产力。
(2)提升准确性与精确度
自动化系统和智能传感器的使用提高了数据和货物处理的准确性。这降低了错误发生的可能性,提高了订单处理的准确性。
(3)优化库存管理和成本控制
智能仓储管理通过大数据分析、预测性维护和优化布局,实现了库存的精准控制。这降低了库存积压、减少了库存成本,并且能够更精确地预测需求,避免短缺或过剩。
(4)增强灵活性和响应速度
智能化系统使得仓库管理更加灵活,能够更快速地应对市场需求变化,提供定制化服务,缩短了交付周期,提高了客户满意度。
(5)改善客户体验
更快速、准确地处理订单和交付货物,提升了客户的满意度和忠诚度,为企业带来更多商业机会。
智能仓储管理的这些优势让企业能够更好地应对挑战,提高效率、控制成本,并在竞争激烈的市场中保持竞争力。
2、智能仓储管理的挑战
智能仓储管理在实施和运营过程中也面临着一些挑战:
(1)高昂的投资成本
引入智能仓储管理系统需要大量的资金投入,包括技术设备的购置、软件开发、培训和系统实施等方面,这可能成为企业实施智能化仓储系统时的一大障碍。
(2)技术整合与兼容性
智能化系统可能由不同供应商提供,因此不同系统之间的兼容性和整合可能是一个挑战。确保这些系统无缝集成并正常运行需要高水平的技术和管理能力。
(3)数据安全与隐私保护
智能仓储管理涉及大量敏感数据的收集和处理,包括货物信息、订单数据等。因此,数据安全性和隐私保护成为一个重要的挑战,需要防范数据泄露、网络攻击等风险。
(4)人员技能与培训
新技术的引入需要员工具备相应的技能来操作和管理,因此,培训员工以适应新系统和技术也是一个挑战。缺乏相关技能的员工可能导致系统运营效果不佳。
(5)长期维护与升级
智能化系统需要长期的维护和升级以保持高效运作。这需要定期的系统更新、技术支持和升级,对于企业而言是一个不小的挑战。
克服这些挑战需要企业在技术选型、资金投入、人才培养等方面有所准备和规划,以确保智能仓储系统的顺利运作和长期发展。
尽管智能仓储管理带来了显著的效率提升和成本节约,但面临着一些挑战,如高昂的投资成本、技术整合问题以及安全与隐私风险。克服这些挑战需要企业在战略规划和技术实施方面做出综合考量和有效应对。
十、未来智能仓储管理的发展趋势与展望
未来智能仓储管理将受到技术发展的深远影响,以下是对未来发展趋势的一些展望:
1、技术发展对智能仓储的影响
(1) 物联网和传感器技术的进一步普及和发展
发展趋势: 物联网技术将更广泛地应用于仓储环境中,智能传感器的精度和多样性将进一步提高。
影响: 实时监测、数据采集和智能决策将变得更加精准和高效,为智能仓储管理提供更多可能性。
(2) 人工智能和机器学习的应用加深
发展趋势: AI和机器学习技术将更深入地应用于预测性维护、路径优化和需求预测等方面。
影响: 更智能化的决策支持系统将帮助优化库存管理、提高效率,同时降低运营成本。
(3) 自动化和机器人技术的进一步发展
发展趋势: 自动化设备和机器人技术将更加普及和成熟,涉及到更多的仓储环节和任务。
影响: 提高了作业效率,减少了人为干预,进一步提升了仓库作业的准确性和速度。
2、未来智能仓储管理的前景和发展趋势
(1) 更智能化的仓储管理系统
未来的智能仓储系统将更加智能、自适应和自主化,具备更强大的预测性能力,能够更好地适应市场需求的变化。
(2) 智能化供应链整合
智能仓储将与供应链中的其他环节整合更紧密,实现数据共享、协同操作和实时反馈,促进供应链各个环节的智能化和优化。
(3) 人机协作的发展
智能仓储管理将更注重人机协作,机器人和人类工作人员将更紧密地协同工作,提高工作效率和灵活性。
(4) 环境友好型智能仓储
未来智能仓储系统将更注重可持续性,采用更环保的技术和设备,以减少能源消耗和环境污染。
这些发展趋势将使智能仓储管理在提高效率、降低成本、增强供应链灵活性和适应性方面取得更大的进步,为企业带来更多的竞争优势和商业价值。
结语
智能仓储管理已经成为现代供应链管理中不可或缺的重要组成部分。它通过智能化技术的应用,对仓库管理进行了深刻的革新,产生了深远的影响。
智能仓储管理对企业和供应链的重要性不言而喻。它提高了作业效率和准确性,优化了库存管理、降低了成本,并加强了对市场需求变化的灵活应对能力。这些优势直接影响着企业的竞争力和长期发展。
智能化技术如物联网、人工智能和自动化等,不仅让仓库管理变得更智能、高效,还与供应链中其他环节密切结合,构建了更协调、高效的整体运作模式。从实时监控到数据分析,再到自动化作业,这些技术为企业提供了更精准、可靠的数据和决策支持,为企业在市场竞争中立于不败之地提供了有力保障。
综上所述,智能仓储管理不仅是提高效率和降低成本的关键,更是塑造现代企业竞争力的重要因素。随着技术的不断进步和发展,智能仓储管理将继续为企业创造更多的商业价值,成为实现供应链优化和企业持续发展的重要支撑。
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。 如若内容造成侵权/违法违规/事实不符,请联系我的编程经验分享网邮箱:chenni525@qq.com进行投诉反馈,一经查实,立即删除!
- Python教程
- 深入理解 MySQL 中的 HAVING 关键字和聚合函数
- Qt之QChar编码(1)
- MyBatis入门基础篇
- 用Python脚本实现FFmpeg批量转换
- 数据结构OJ实验1-顺序表
- 研华板卡自带软件Navigator使用说明(基于PCIE1751)
- C#: BitConverter 字节数组byte[ ] 转各种数据类型用法列举
- 16.5 参考文献——深度学习定位
- Linux学习之cat的参数-A和echo
- 整理的爬虫IP及其用户代理
- jenkins忘记admin密码
- leetcode238:除自身以外数组的乘积
- 【方案】如何利用大数据+云计算技术打造智能环境监控系统?
- Redis布隆过滤器BloomFilter