RobotMaster+KUKA——实际工作遇到问题及其解决方案
引出
RobotMaster使用,实际工作遇到的问题及其解决方案汇总。
现场反馈问题
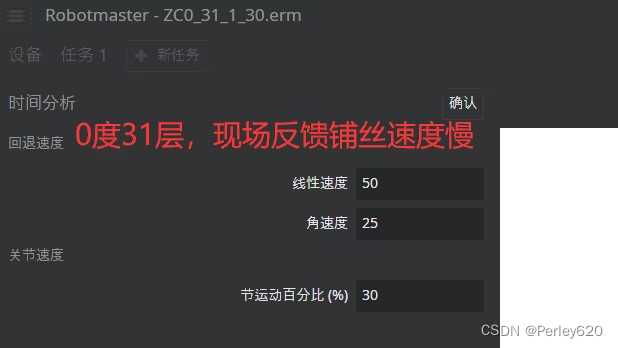
0度31层整体速度偏慢
问题描述
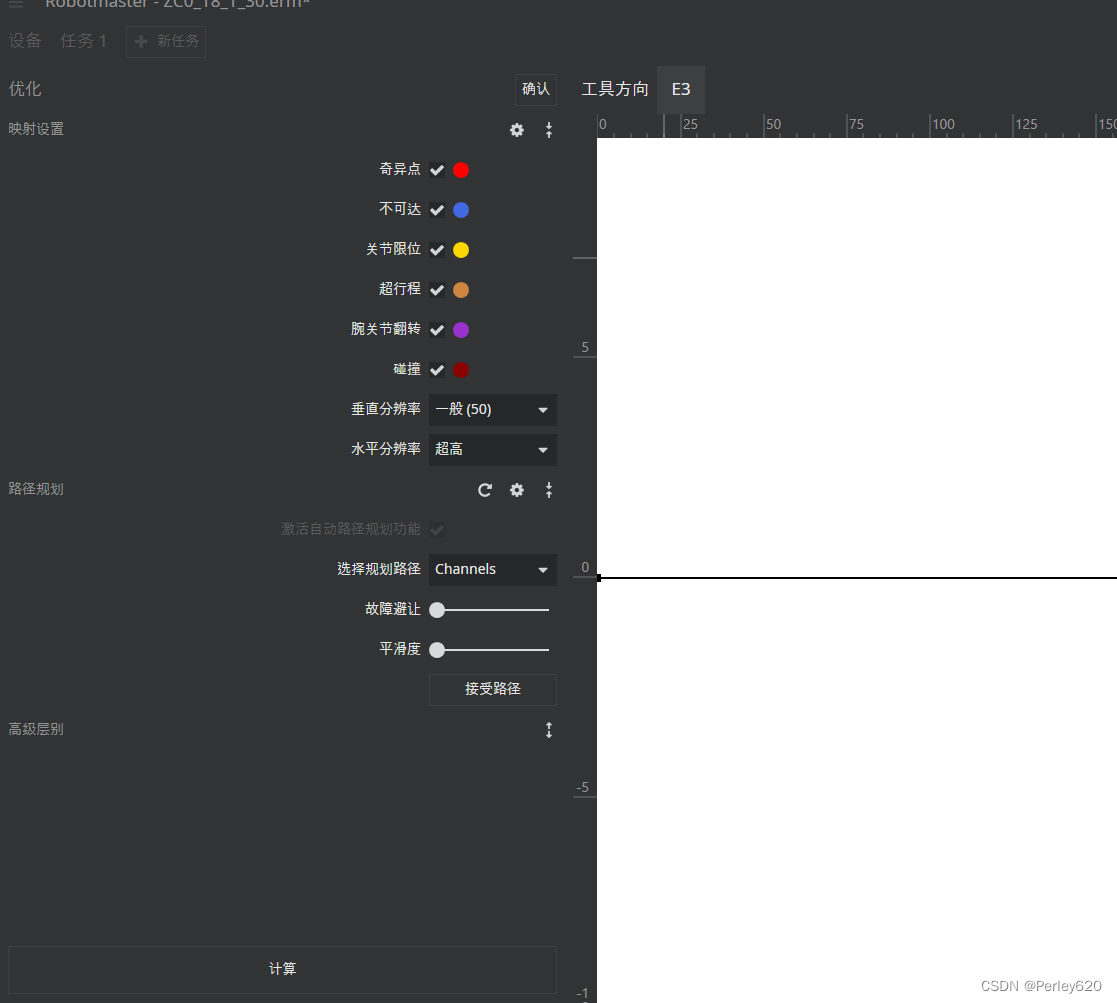
0度31层,现场反馈整体铺丝速度偏慢,尝试调整rm里的图示设置,从参数字面意思和仿真结果来看,似乎并没有改变
问题分析
给的0.6m/s,速度提不上去是因为点密度的问题
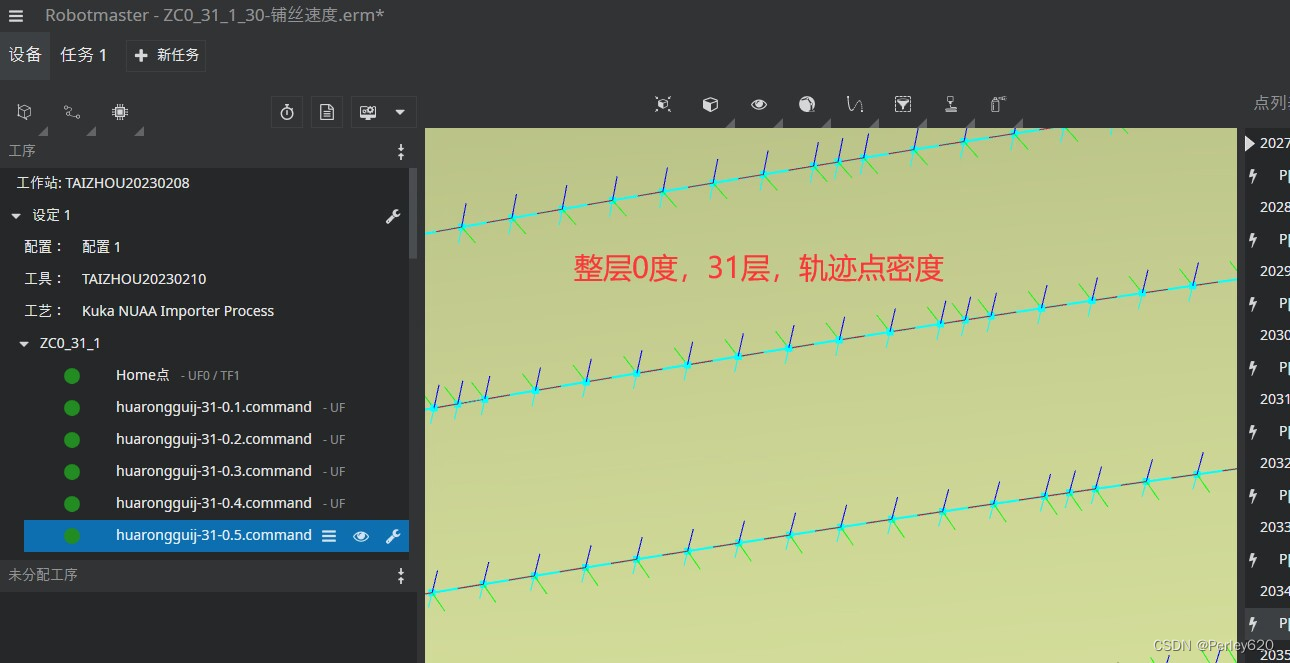
生成的src前面有一个vel.cp就是tcp速度,给的0.6,实际走出来0.05都不到

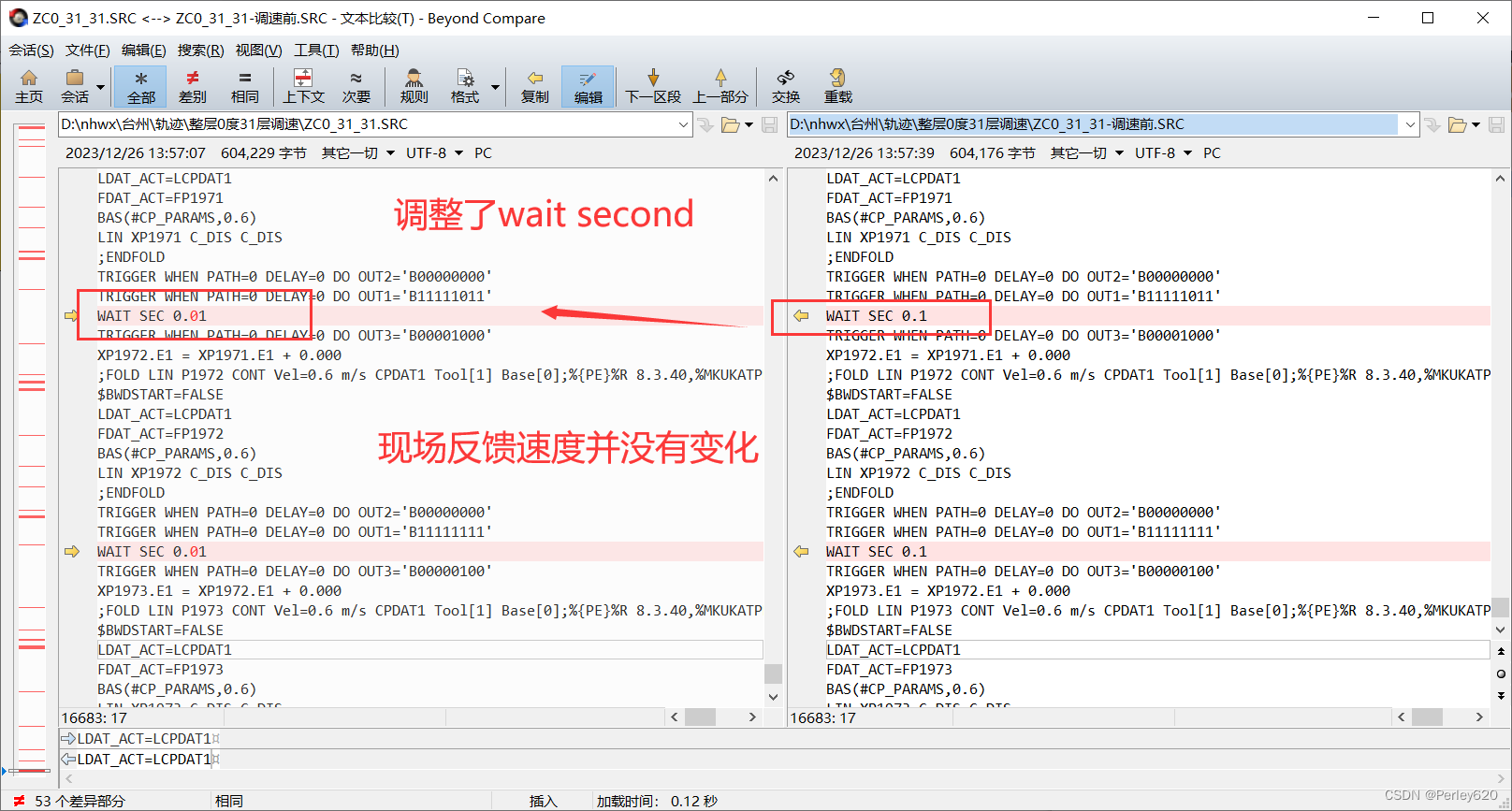
初步解决方案(不治本)
从延时方面加快,速度似乎并没有什么变化
原因:
我们走的都是静态坐标系,ptp和点密度有很大关系,速度上不去,其他都是治标不治本的;ptp是点到点(point to point)
不会影响铺放,只会在有ccr动作的时候快一点,ccr是指送切逻辑动作
点密度的问题,样条曲线不会受点密度影响
可能的解决方案
两个思路,
1.叫人做一下转台的耦合走动态坐标系,
2.走样条曲线spline这个很难,
他们都不懂我一个人没法搞
轨迹问题
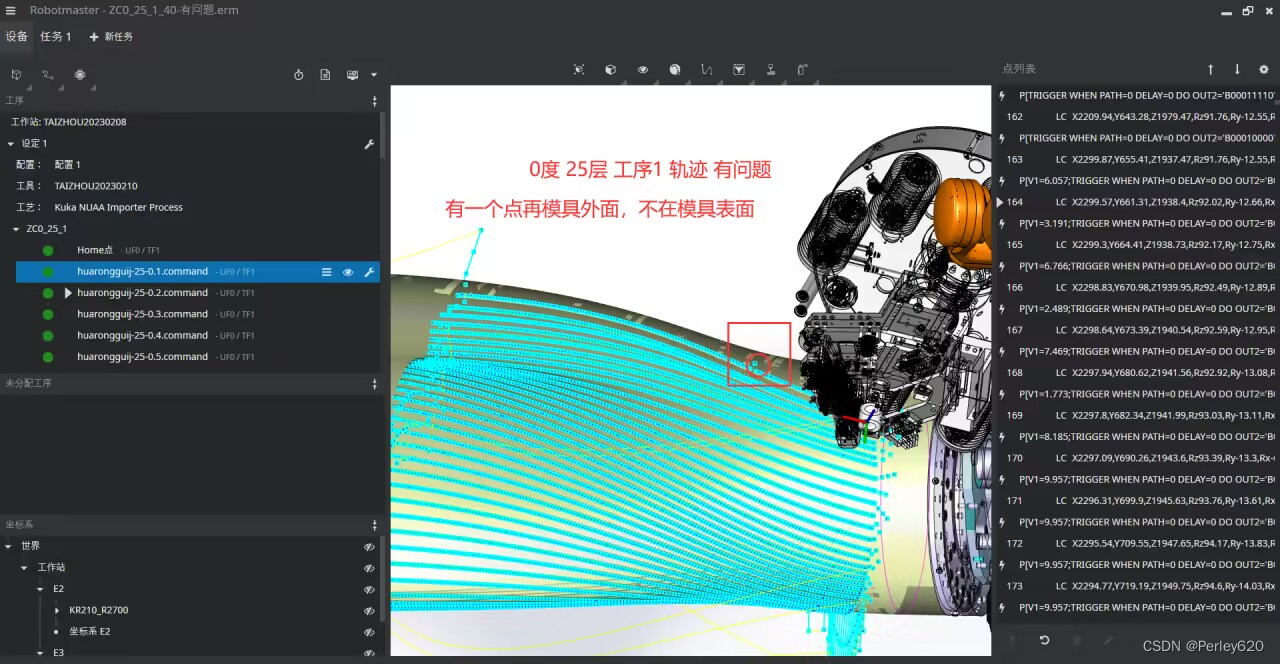
0度25层,轨迹,点在模具外
hongdu延长的轨迹有缺陷
轨迹凸起的话,我们这边是做不出来的

错误原因分析
解决方案
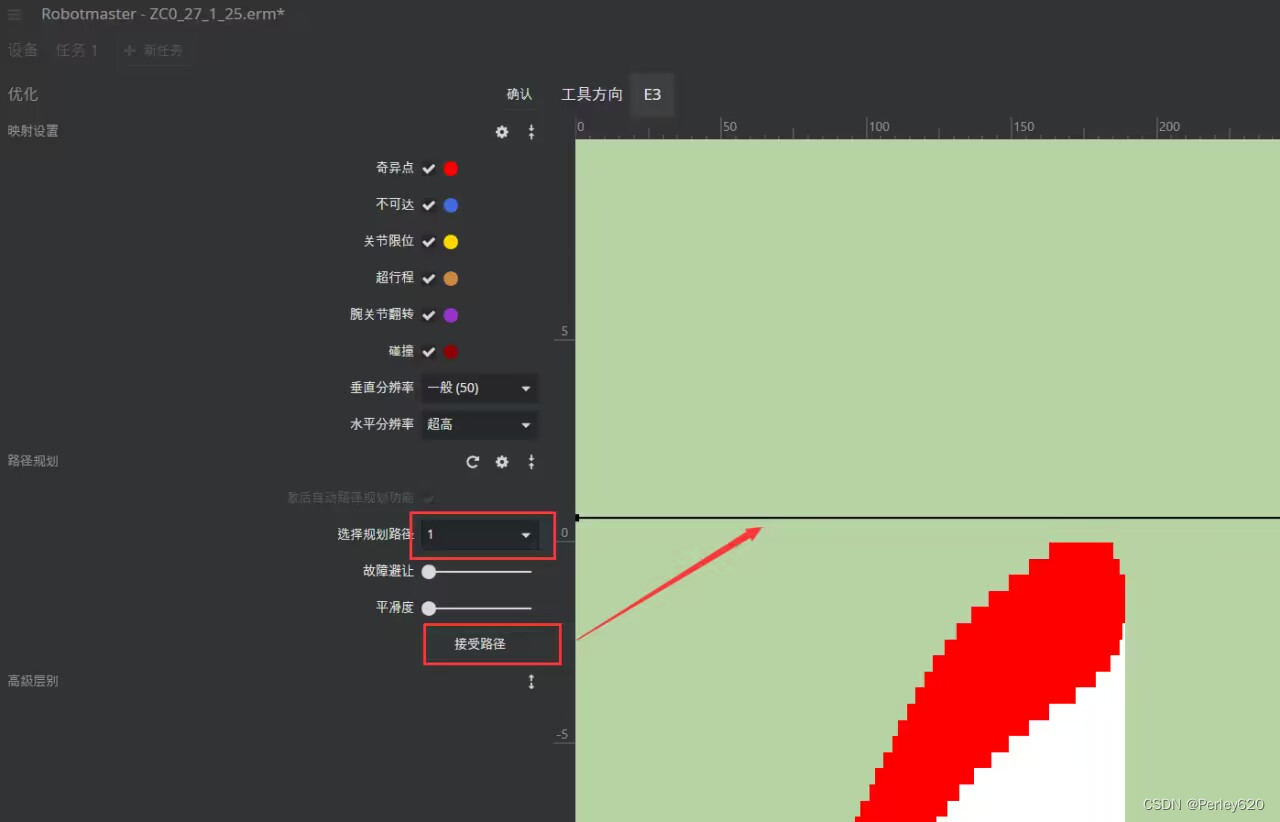
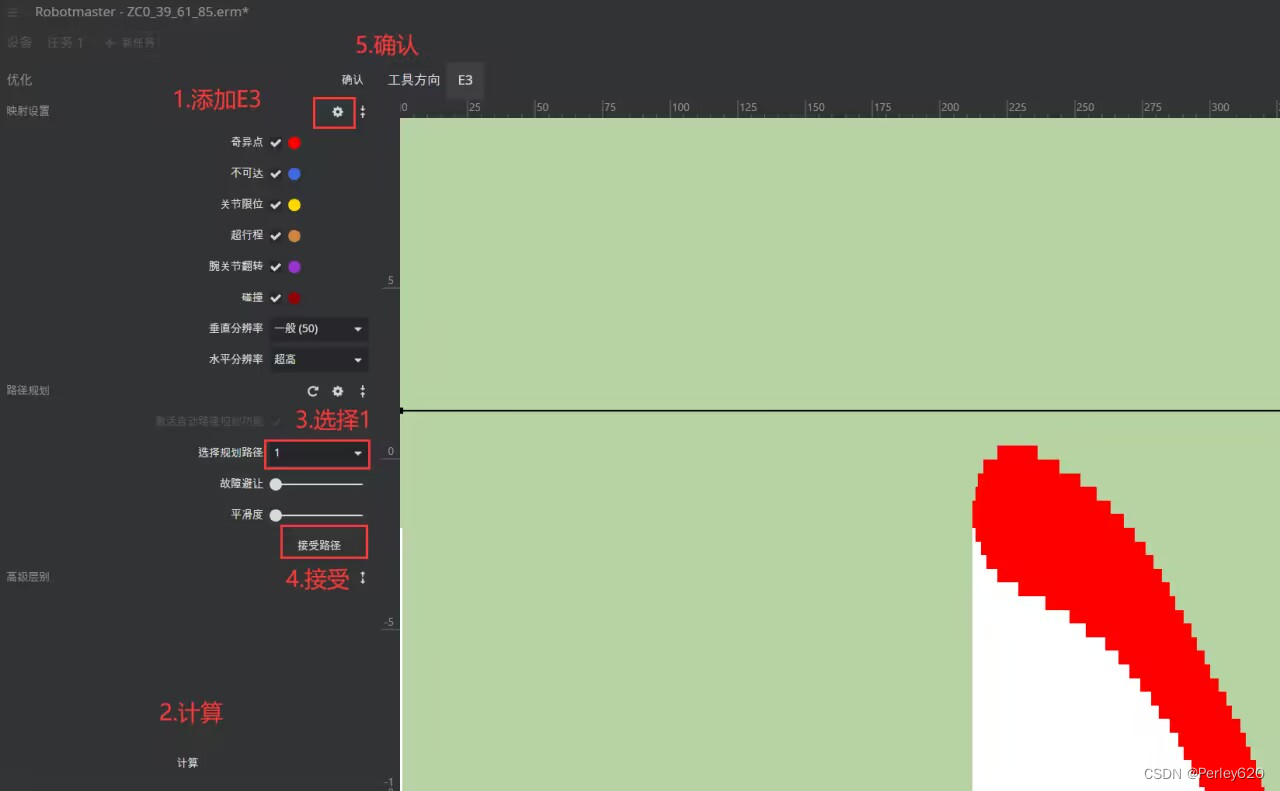
0度27层,轨迹黄色,调整E3
轨迹偏移E3
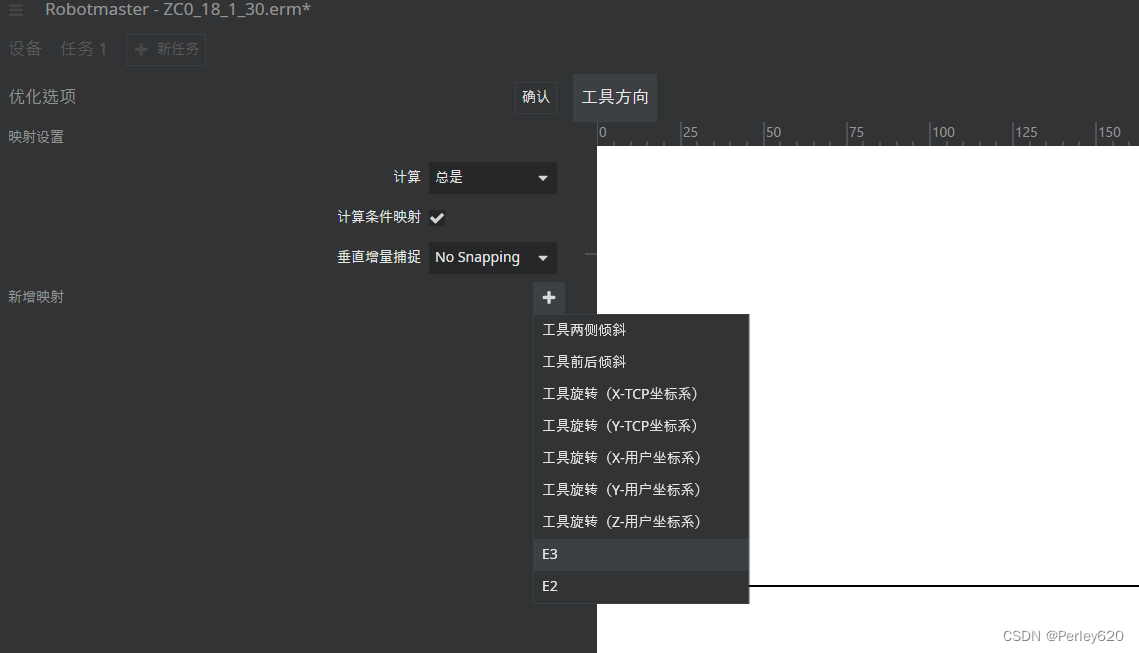
选择E3,计算,然后接受
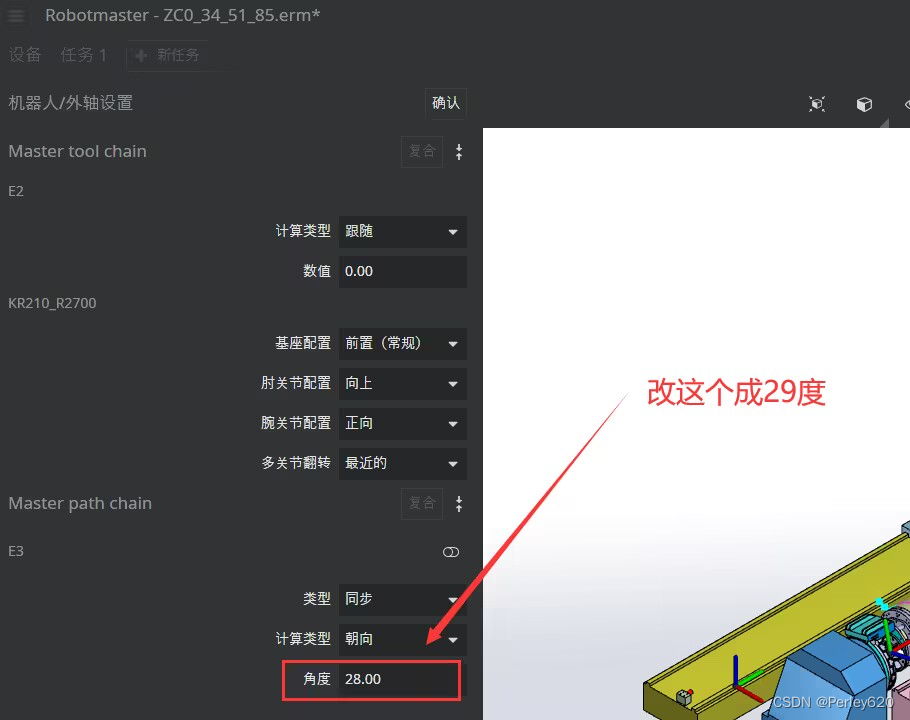
0度34层,A4限位,调整E2
问题描述
解决方案
调整E3的角度为28度
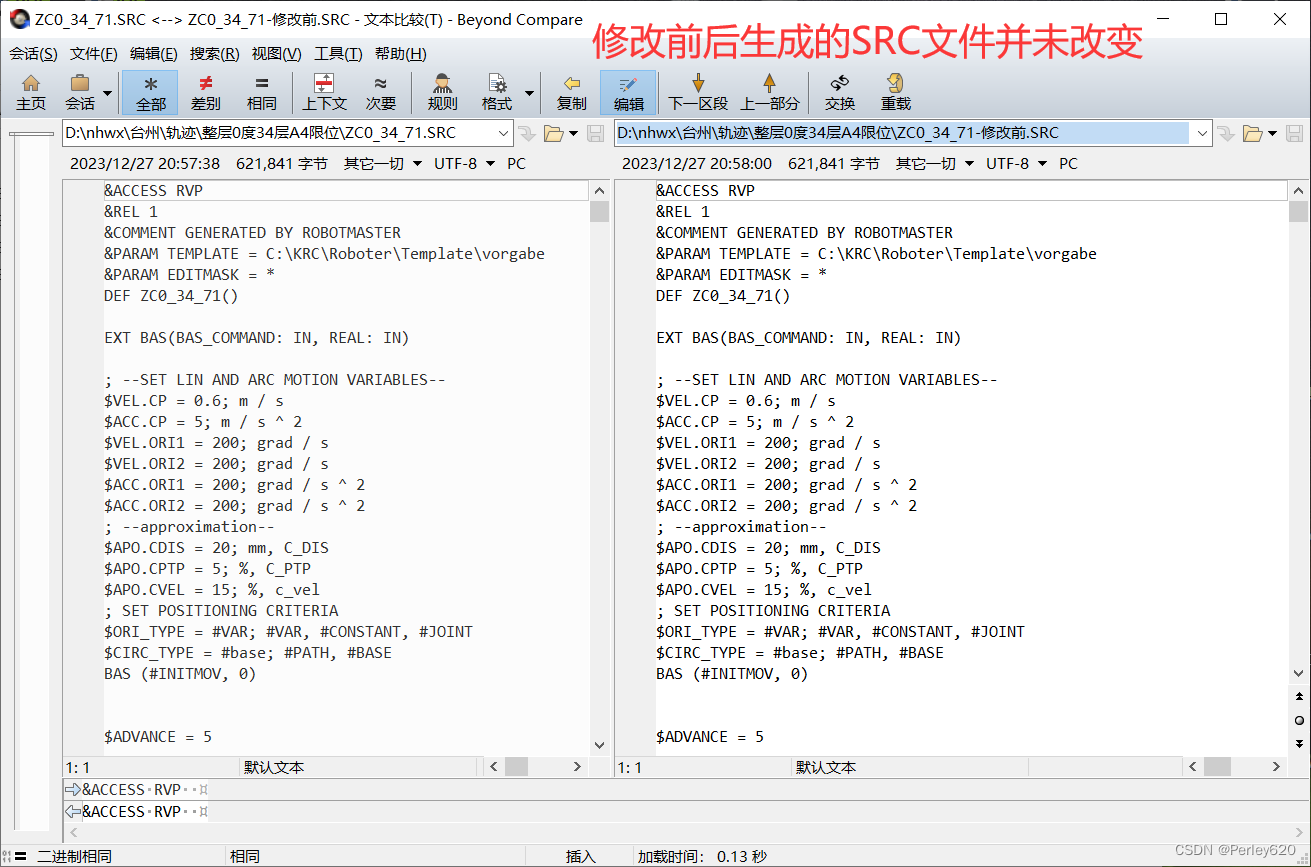
代码分析
DAT文件发生了改变
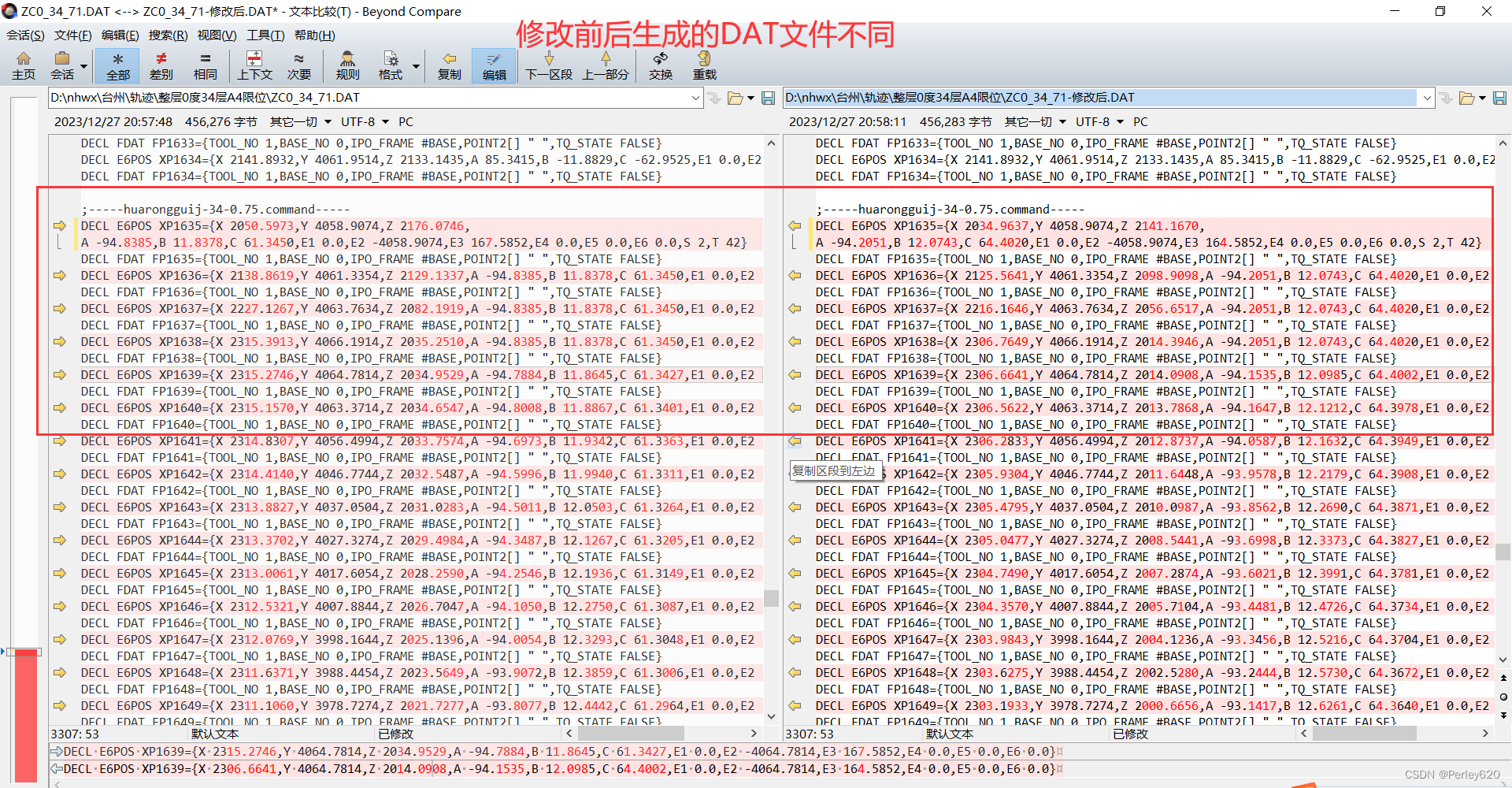
src文件并未改变
robotmaster配置问题
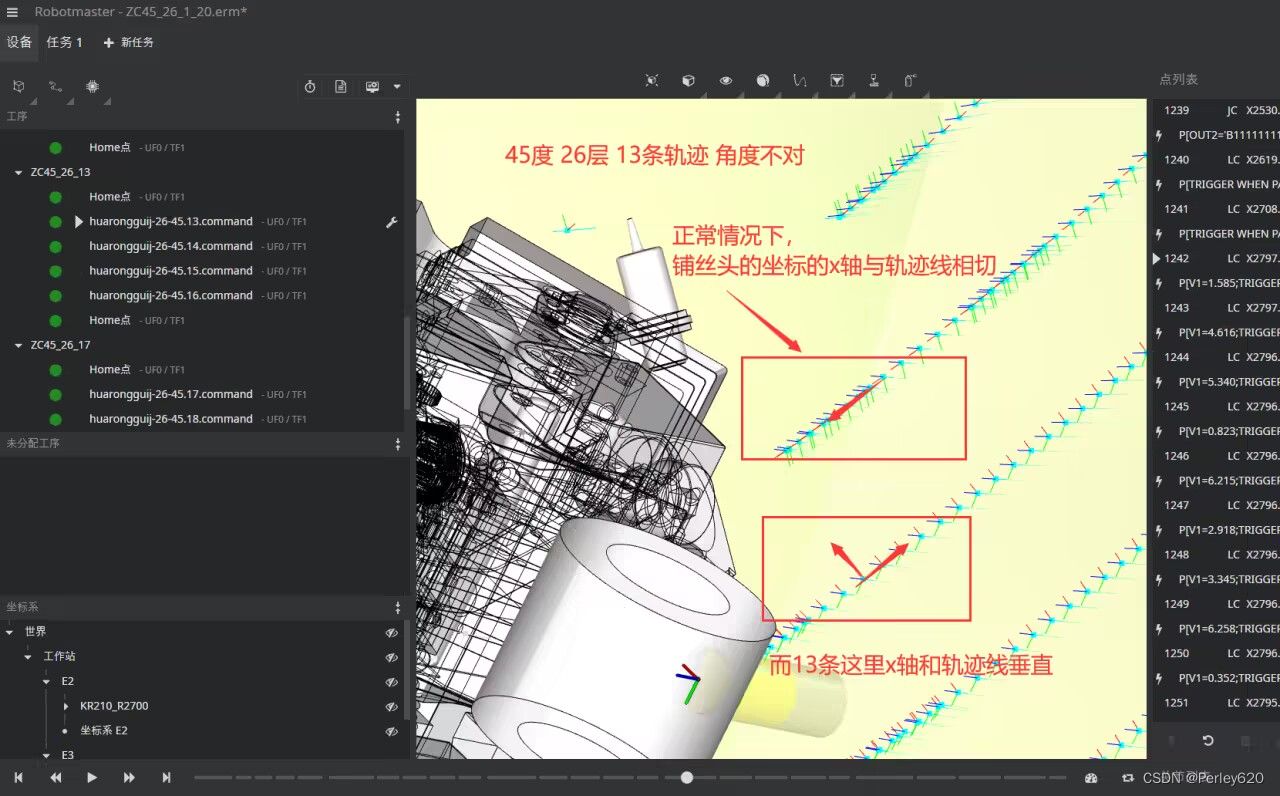
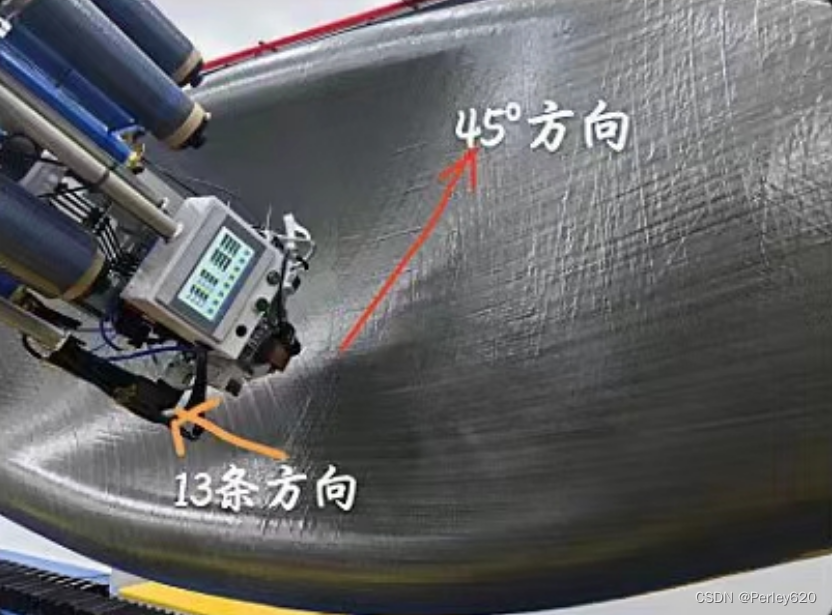
45度 26层 13条轨迹,铺丝头角度不对
错误原因分析
现场铺丝头角度
定位问题
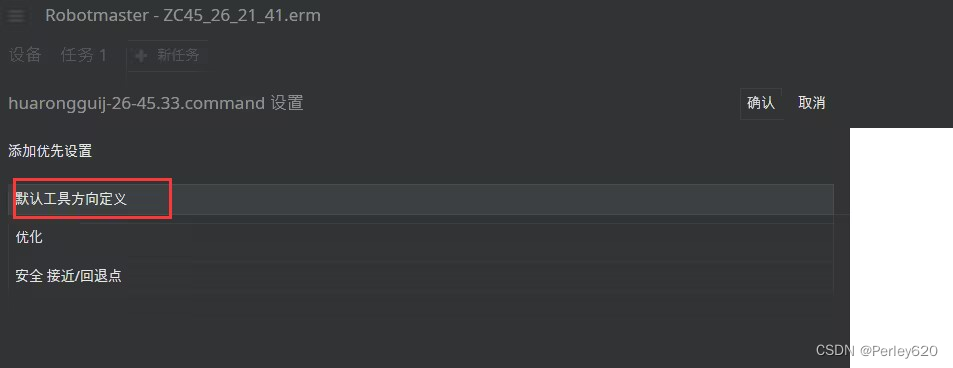
默认工具方向定义错误,应该是下面那个
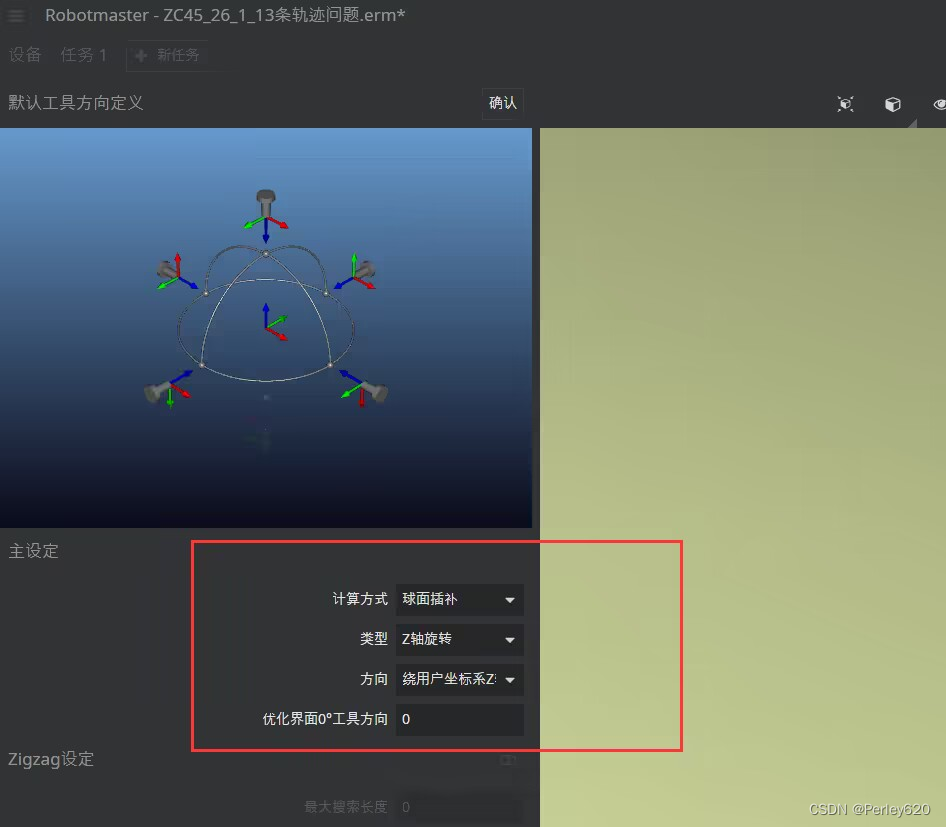
正常的情况
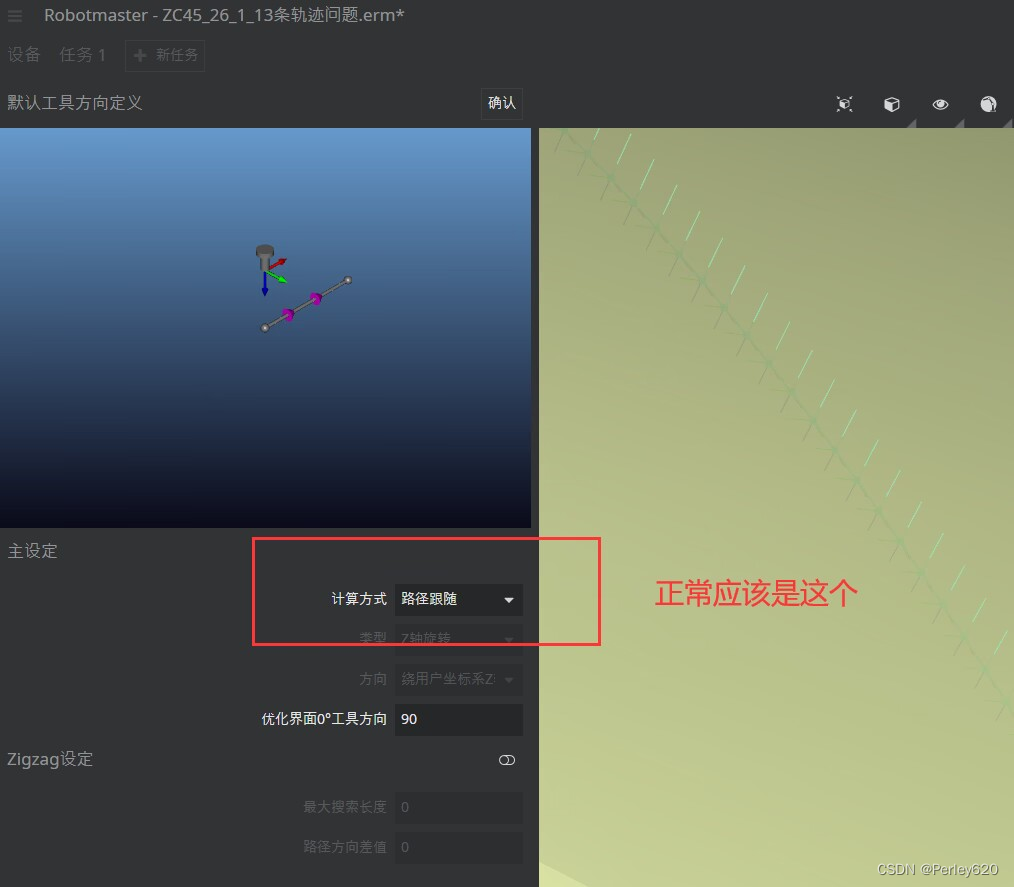
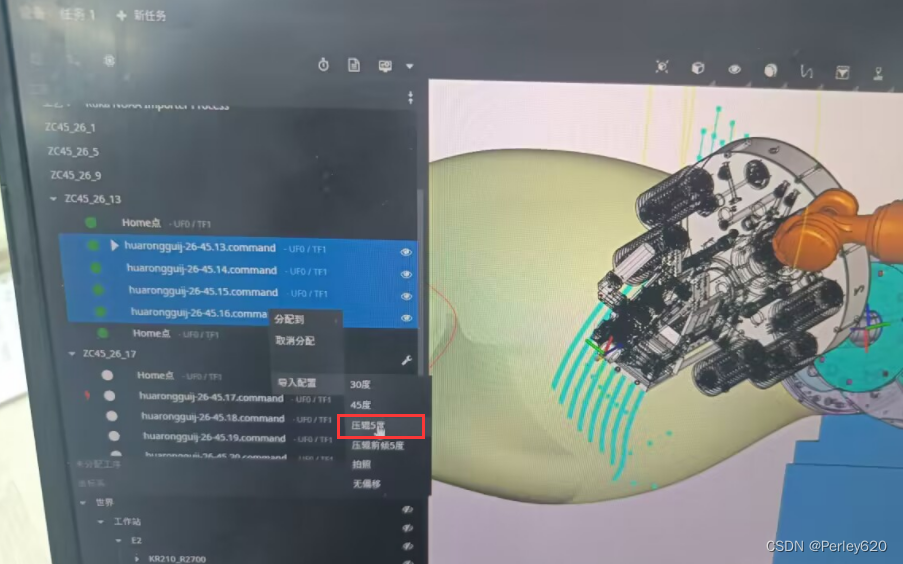
解决方案
实际上在设置的时候没有选择压辊角度导致,需要选择压辊5度
100度36层,多条轨迹不可达
在100度36层的仿真中,每组都出现了黄色,后来把黄色的单独拎出来,观察发现1、3、5、7、9 奇数出现问题,
然后重新生成,所以铺丝的时候可能会有点奇怪,就是中间出空出来
铺丝后问题
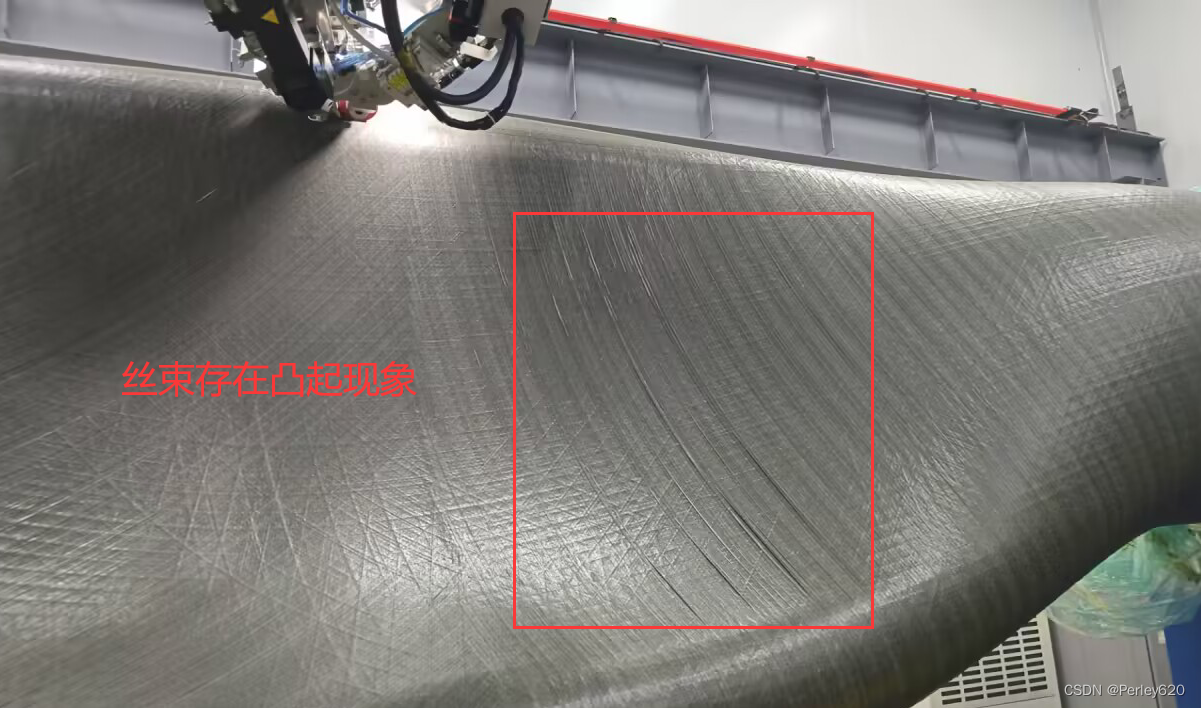
可能的原因:
1.丝束铺的时候受拉,铺完后残余应力导致隆起;
2.压辊距离模具有一定距离,铺丝的时候未压实;
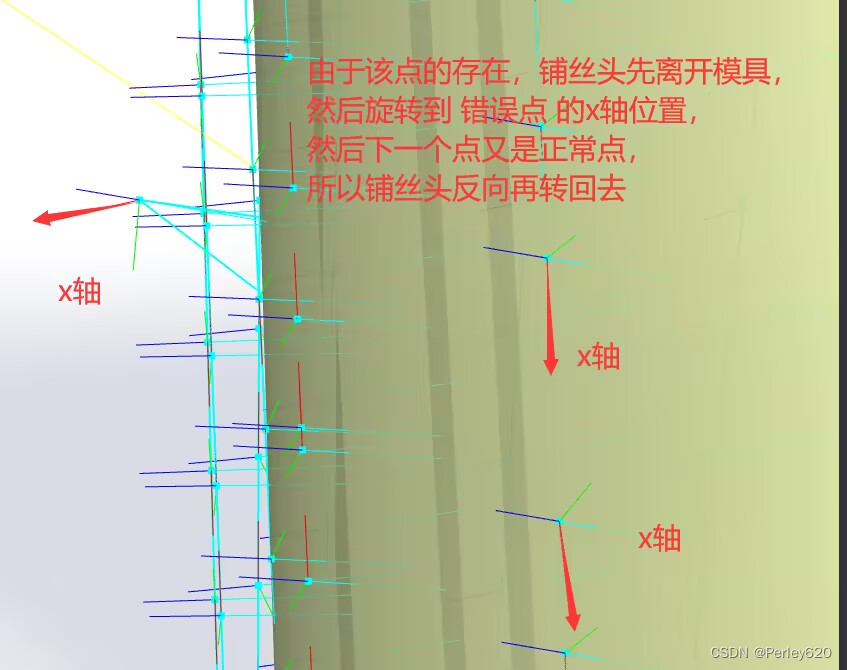
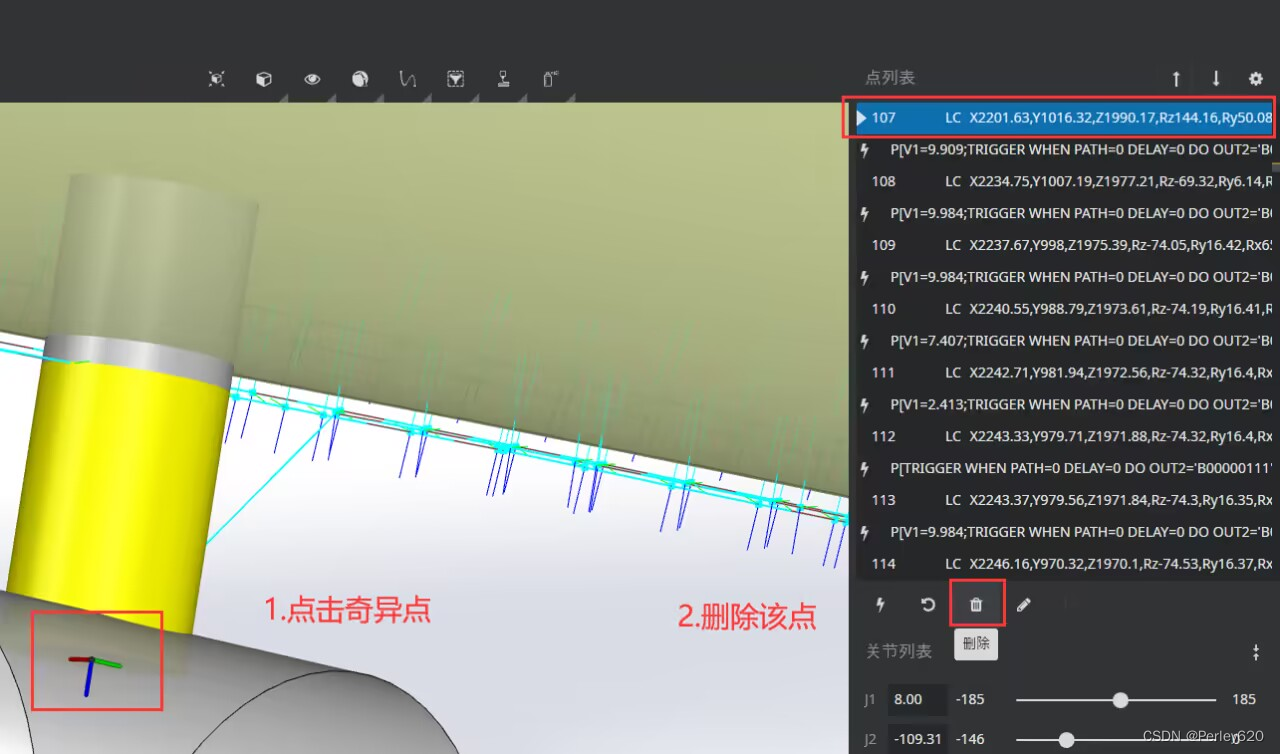
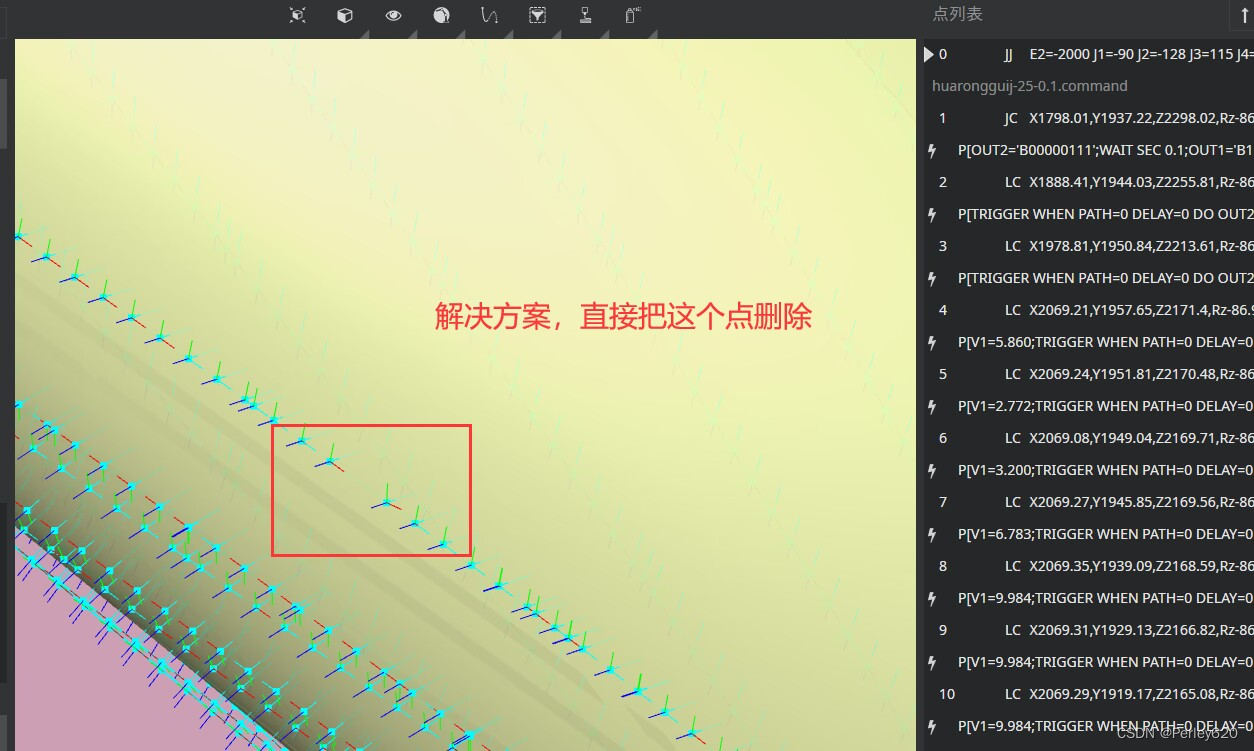
0度 39层 70条,奇异点问题
问题描述

解决方案
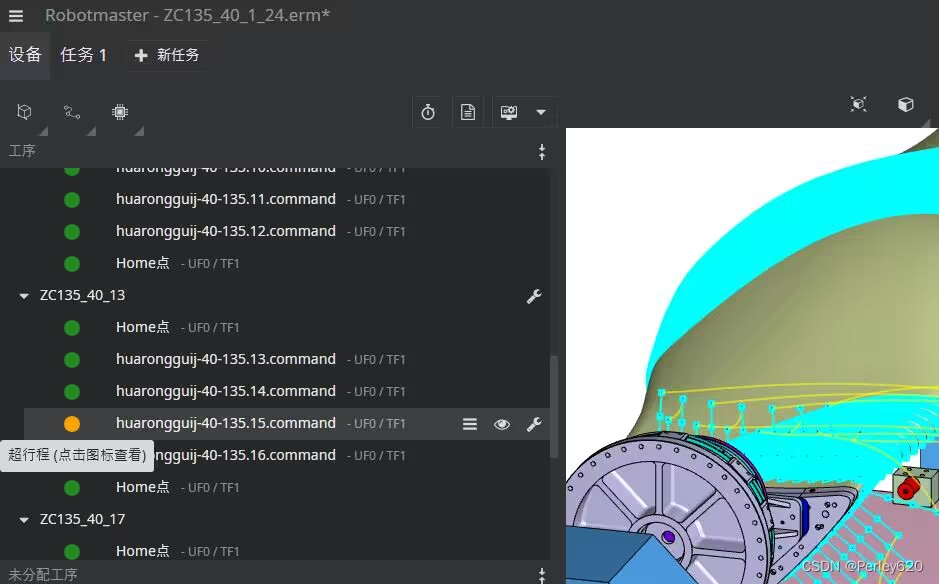
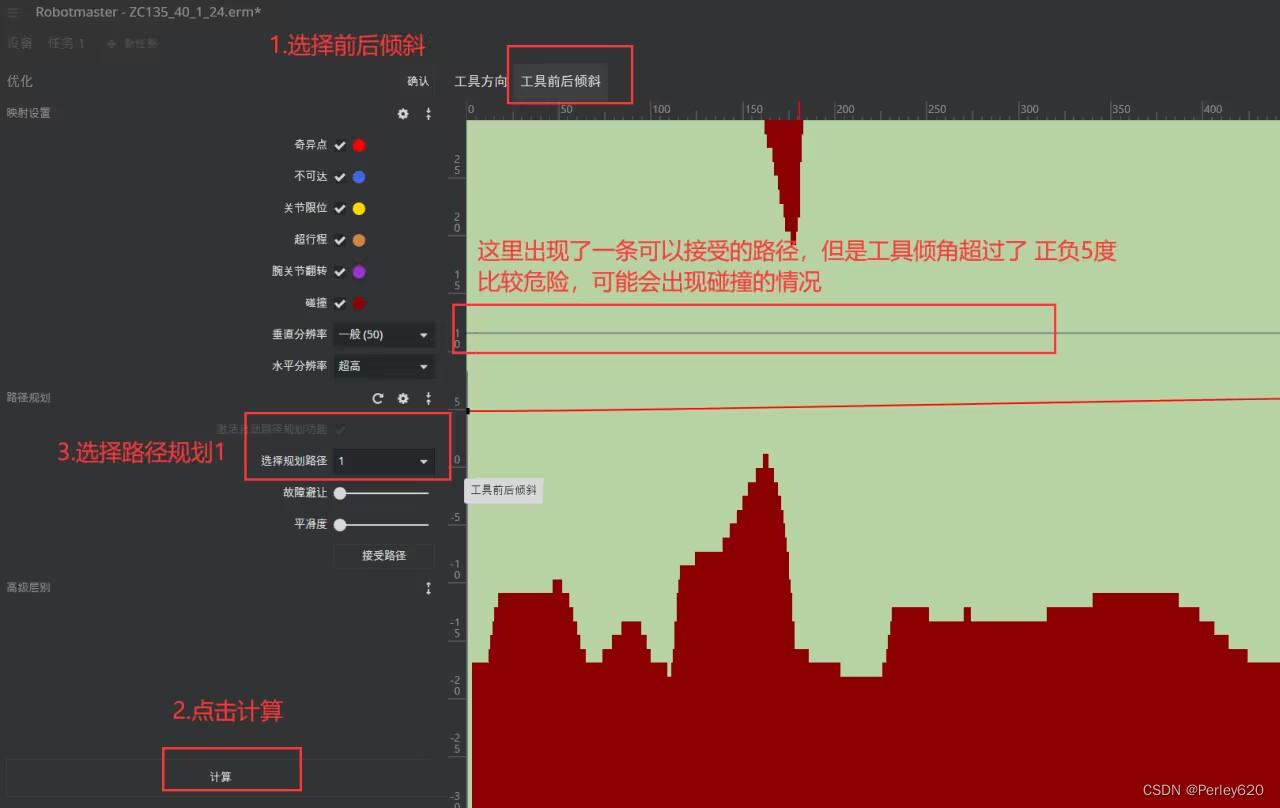
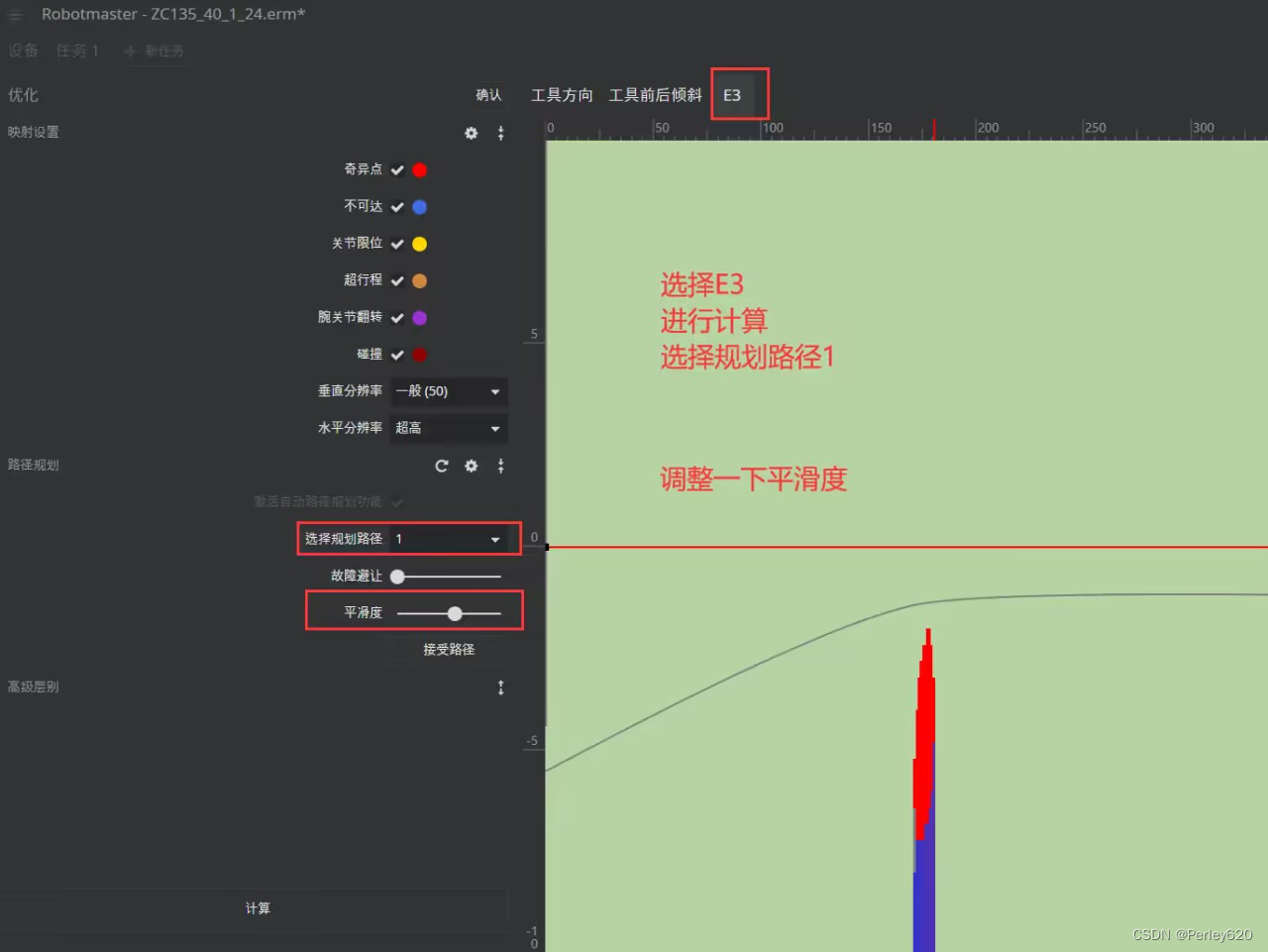
135度 40层 15条轨迹,超行程
问题描述
尝试解决1-倾角
尝试解决2-E3成功
KUKA问题
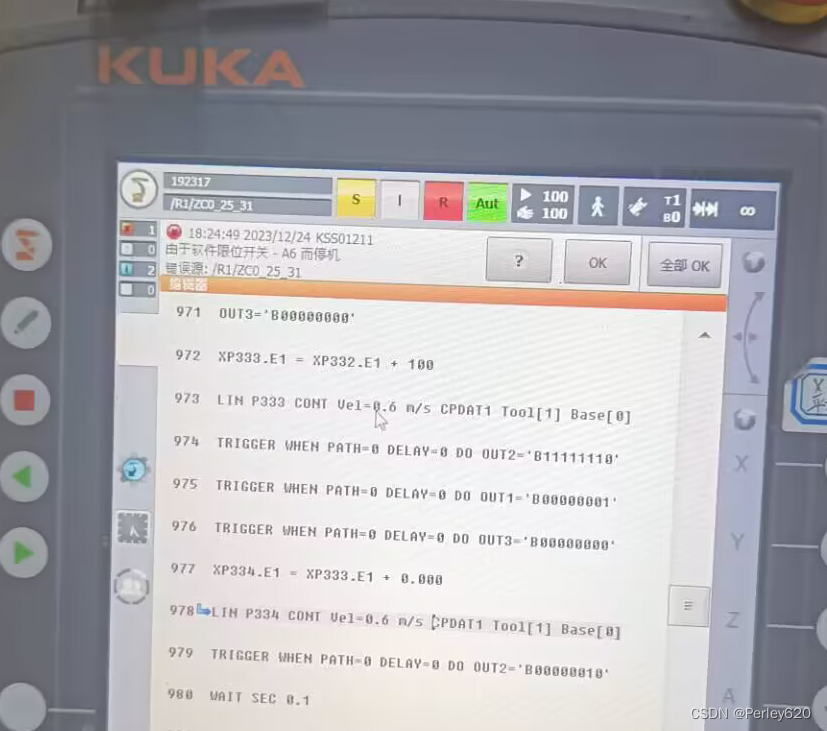
机械臂A6限位
http://www.360doc.com/content/12/0121/07/83651872_1103001062.shtml
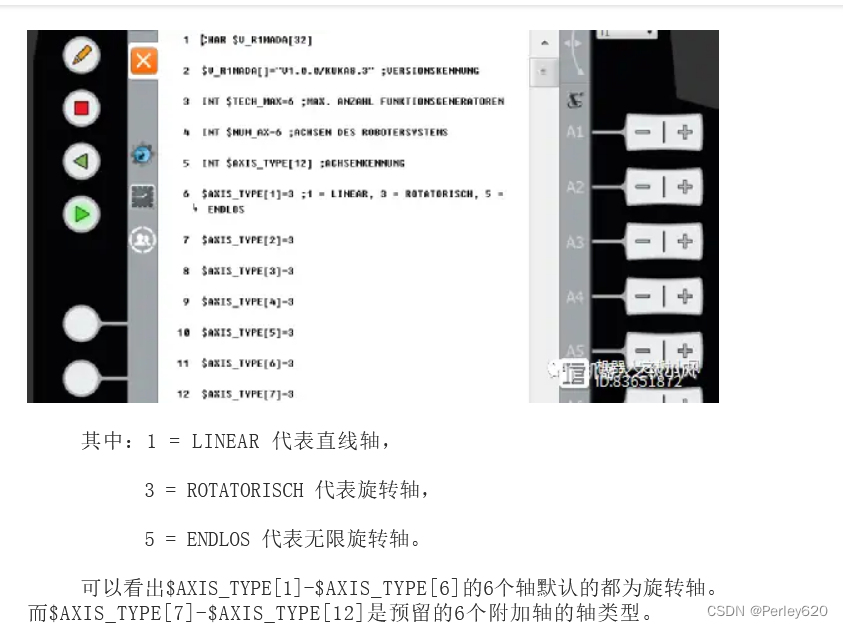
其中:
1=LINEAR 代表直线轴,
3=R0TAT0 RISCH 代表旋转轴,
5=ENDL0S 代表无限旋转轴。
问题描述
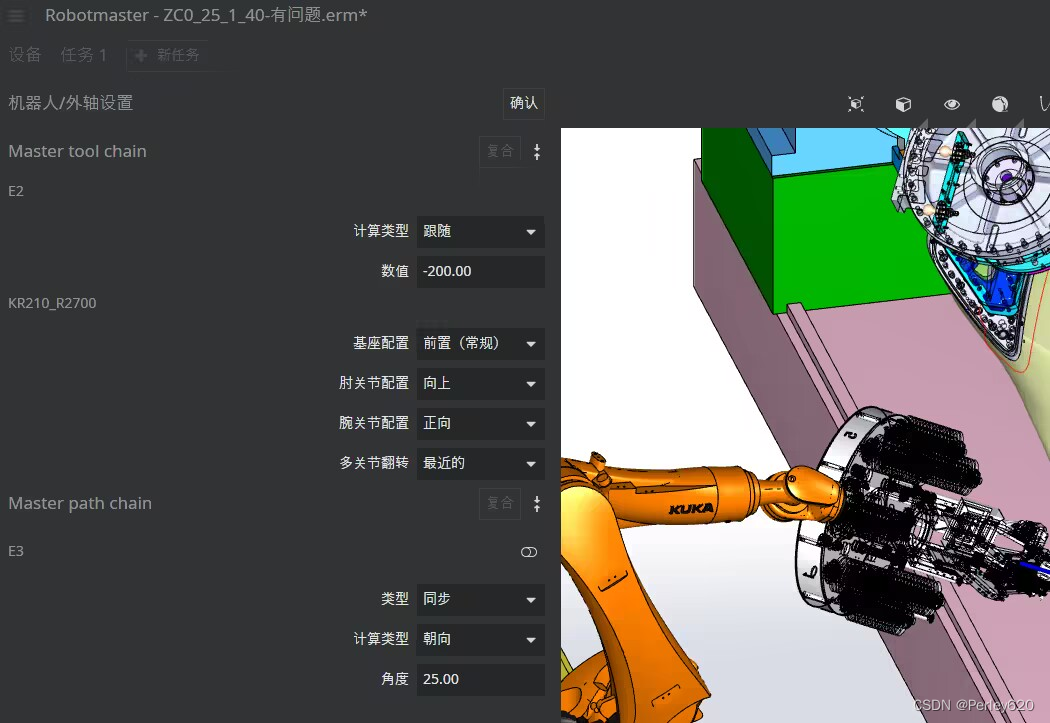
kuka机器人A6限位,机器人不动,需要调整E2
修改E2,机器人/外轴设置中的E2(0到-300之间数值)
解决方案
调整E2为-200
最大读取行数限制
问题描述
问题记录:整层100度22层,由于KUKA机器人程序最大读取行数限制,改成每次铺单条。并且修改用户坐标系编号为0,解决问题
解决方案
修改程序轨迹为单条
工作空间出错

总结
RobotMaster使用,实际工作遇到的问题及其解决方案汇总。
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。 如若内容造成侵权/违法违规/事实不符,请联系我的编程经验分享网邮箱:chenni525@qq.com进行投诉反馈,一经查实,立即删除!
- Python教程
- 深入理解 MySQL 中的 HAVING 关键字和聚合函数
- Qt之QChar编码(1)
- MyBatis入门基础篇
- 用Python脚本实现FFmpeg批量转换
- Nginx优化与防盗链
- vue3+vite中使用vuex
- WAVE SUMMIT+ 2023倒计时2天,传文心一言将曝最新进展!
- 推荐自己看过的Java的书籍
- 软件测试----测试管理方法论
- SpringBoot集成Skywalking实现分布式链路追踪
- C++ n皇后问题 || 深度优先搜索模版题
- [c++]常用关键字cin,cout,endl的使用
- 从科学角度分析,探索选择智能酒精壁炉的原因
- Selenium自动化之弹窗处理